El proceso controlado de células de torneado en duro se amortiza en 18 días.
Los controles programables Equator permiten crear las células de automatización más modernas para el mecanizado de rodamientos y clasificación de piezas
Conroe, Texas, EE. UU. – Conroe Machine ha logrado realizar lo que para la mayoría de los talleres es un sueño: el rectificado en duro de una serie de piezas las veinticuatro horas del día en una célula desatendida que opera un proceso ‘autocontrolado’. Mediante el software EZ-IO de Renishaw, se integra un robot FANUC con el calibre Equator para crear unas sencillas, pero exhaustivas, funciones de comunicación, que permiten una inspección de piezas al 100 por cien y la compensación automática de un torno Okuma 2SP-250 de doble husillo. La célula empaqueta y coloca en palés las piezas terminadas. La compañía afirma que la célula de torneado se amortizó en el increíble plazo de 18 días.
Conroe es la prueba de que cualquier taller dispuesto a trabajar con los jóvenes talentos expertos en los sistemas de automatización actuales puede explotar las nuevas tecnologías, como el calibre programable Equator de Renishaw, con el software y la programación desarrollados por el programador de CNC James Wardell y el técnico en robótica Jeff Buck. El mismo equipo de automatización también ha creado una célula de clasificación y medición en modo desatendido para un cliente, esta vez combinando dos calibres Equator, un robot FANUC, un sistema de visión y varias cintas transportadoras de bajo perfil. En ambas aplicaciones, Equator demuestra el valor de la inspección comparativa programable al medir rápidamente una serie de camisas de rodamientos, de manera rentable y sin utillajes ni problemas en el entorno de un taller.
Conroe Machine es una empresa relativamente joven, fundada por Murray ‘Tippy' Touchette en el año 2000, con el objetivo expreso de producir piezas con la mejor tecnología de fabricación posible. La compañía ha experimentado un rápido crecimiento, que ahora alcanza los 150 empleados trabajando en una planta climatizada de 6000 metros cuadrados. Aunque se trata de un taller de uso general, la ubicación de Conroe cercana a Houston obtiene un alto porcentaje de negocio de los sectores del gas y el petróleo, principalmente en componentes de perforación. Uno de los trabajos de ejecución periódica del sector es la fabricación de camisas de rodamientos de propulsión de las bombas de perforación. Estas piezas se producen por miles cada semana, las veinticuatro horas del día.
Otro peldaño en la escala de automatización
Actualmente, los rodamientos se desbastan en cuatro tornos Doosan Puma que originalmente han realizado el desbastado y el acabado, atendidos por cuatro operarios. Estas máquinas se dividen ahora en dos células, que se cargan y descargan por robots FANUC, y únicamente realizan la operación de desbaste; estas células formaban parte de los primeros procesos de automatización del taller. Las piezas semiacabadas se envían a templar en HRC 65 a una profundidad de 0,070ʺ (1,7 mm) antes de completar el rectificado.
“Nuestra producción se estancó en 800-1000 piezas diarias con estas dos células, es decir, 400-500 por célula,” explica James Wardell. “Un único operario se encargaba de cargar las máquinas e inspeccionar las piezas. No obstante, un operario solo puede inspeccionar correctamente una cantidad determinada de piezas con este volumen, pero necesitábamos aumentar la producción.”
¿Por qué Equator?
“Para avanzar al paso siguiente, creamos un proceso totalmente automático para el acabado, con carga de piezas automática, medición post-proceso, compensación de herramientas automática, grabado de piezas, y empaquetado y colocación de piezas en palés,” añade. “Teníamos muy buenas ideas para los componentes de este tipo de sistema, excepto la tecnología de medición de piezas, el tipo de CNC y el software para la compensación de herramientas. La inspección debe ser rápida para adaptarse a la duración de los ciclos en las piezas, que debe ser de tan solo 98 segundos. Inicialmente, habíamos contemplado la inspección de láser de luz blanca por su velocidad, pero las piezas son demasiado reflectantes. También analizamos la posibilidad de útiles de control y MMC de taller. Los útiles resultaban muy costosos y exigían tiempo de reglaje, mientras que la MMC no proporcionaba ventajas en velocidad. Dado que ya trabajábamos con Renishaw en otros proyectos, la directora regional, Sheila Schermerhorn, nos recomendó Equatorcomo una posible solución”.
Para nuestra célula de fabricación, no había otra herramienta de medición en el taller con un retorno de la inversión comparable a Equator.
Conroe Machine (EE. UU.)
Herramientas y software de control de procesos
Equator es una alternativa flexible de bajo coste a los sistemas de calibre dedicados. Utiliza el método de medición por comparación. Una pieza máster de medidas conocidas tomadas en una MMC se utiliza como 'maestra' en Equator y, a continuación, se compara esta pieza en todas las mediciones posteriores. La repetibilidad es 0,00007ʺ (0,002 mm) inmediatamente tras la masterización. Para compensar los cambios de temperatura del taller, es posible remasterizar el calibre Equator en cualquier momento. Equator utiliza una sonda SP25 para el contacto y la recopilación de datos de exploración, a velocidades de hasta 1000 puntos por segundo. Los palpadores se almacenan en un cambiador automático integral de seis puertos y el sistema se programa con el software MODUS™ Equator. El calibre Equator puede manejarse fácilmente con solo pulsar un botón, pero, en este caso, está perfectamente diseñado para integrarse en los sistemas automáticos de Conroe, mediante el software de automatización EZ-IO.
“A principios de 2012, visitamos una exposición en Hartwig y pudimos ver el calibre Equator en acción, junto con el torno de doble husillo de Okuma,” afirma Wardell. “Además de disponer de automatización para piezas del tipo que utilizamos, el control de doble trayectoria OSP para Windows® del torno cuenta con una arquitectura abierta de plataforma de sistema operativo para PC, un factor importante de cara a nuestros planes de desarrollo de nuestro propio software de compensación automática.”
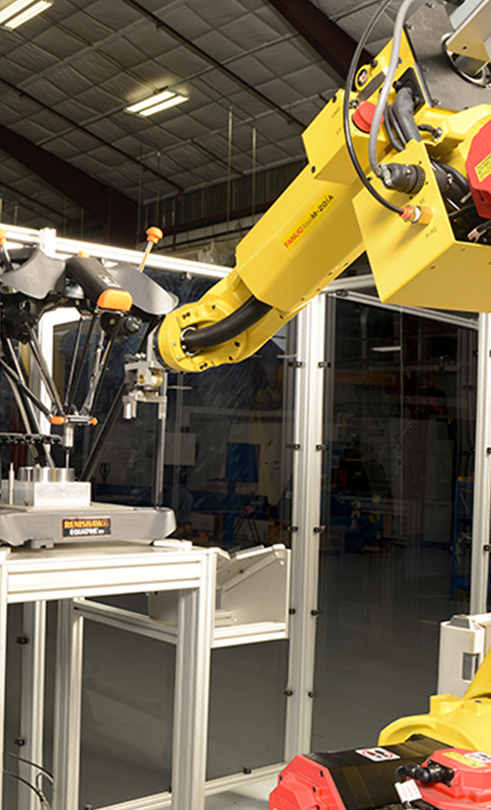
Equator en una célula automatizada
Después, Wardell y Buck instalaron una célula compuesta por el torno Okuma 2SP-250H, un Equator individual, una máquina grabadora y un robot FANUC M20iA de 6 ejes. En la práctica, los cargadores automáticos dobles del torno se cargan con las piezas en bruto, aproximadamente 300. Los cargadores de doble pórtico del torno alimentan los husillos y colocan las piezas acabadas en la rampa que los dirige a la cinta transportadora donde las recoge el robot. El robot coloca la pieza en el calibre Equator para la medición y, si es correcta, la transfiere a la máquina grabadora y, para finalizar, empaqueta y coloca en palés las piezas acabadas.
“Hemos desarrollado nuestro propio software de compensación de herramientas para ejecutarlo en el control OSP,” añade Wardell. “Este software utiliza los resultados de medición de Equator, transmitidos en un archivo en formato CSV, para compensar las herramientas cuando la pieza se desvía de su tolerancia.” La máquina elimina aproximadamente 0,015" (0,38 mm) de cada lado de la pieza, con la tolerancia más ajustada a ±0,001" (0,025 mm) y un acabado superficial de 8 micropulgadas (0,5 micras). El tamaño de las piezas varía entre tres y seis pulgadas O.D. “El calibre Equator puede medir fácilmente dentro de nuestras tolerancias con un alto margen,” afirma Wardell.



Control de procesos
“Nuestro OD/ID se mantiene perfectamente, quizá con aproximadamente 5 micras de variación en el radio. Las tiradas de piezas se preparan por tamaño, por lo que los cambios de garras y otras herramientas son mínimos. La velocidad de Equator permite seguir fácilmente el ritmo del proceso. Solo es necesario remasterizar una vez al día, ya que la temperatura del taller está controlada a 72 °F” (22,2 °C).
Principios de inspección y flexibilidad automática
La metodología de medición de las piezas es sorprendentemente sencilla. “Fabricamos un bloque de aluminio con un orificio en el centro, que se coloca en la placa de fijación del calibre Equator,” explica Wardell. “Utilizamos este procedimiento para determinar el centro y establecer el sistema de coordenadas. Cada pieza se coloca en el centro del bloque. Se ejecuta un toque para obtener el centro de la pieza y, a continuación, se escanea la superficie para obtener el resto. Hemos planificado el proceso de medición para poder trabajar sin útiles de fijación ni cambio de palpadores. Mediante el software de automatización EZ-IO de Equator, el robot elige el programa de medición que debe ejecutar para cada tipo de pieza. Conocemos las superficies cruciales que debemos medir para asegurarnos de que la pieza está dentro de tolerancia.”

Medición y clasificación de piezas usadas
El torneado en duro produce unas 600-700 piezas acabadas al día, por tanto, solo se necesita una célula frente a las dos utilizadas anteriormente. Esto ha dado paso a un proyecto de seguimiento que incluye una célula de clasificación de piezas para un cliente. Basado en un concepto esbozado por Touchette, Wardell y Buck están desarrollando una célula de medición y clasificación para camisas de rodamientos de propulsión de bombas de perforación.
En los talleres de mantenimiento del sector petrolero, los motores usados se desmontan, se restauran y se vuelven a poner en servicio. “El cliente inspeccionó visualmente las camisas para determinar si las piezas eran reutilizables, y descubrió que estaban tirando muchas piezas buenas – y dinero,” afirma Wardell. “Queríamos facilitarles un sistema de medición y clasificación "plug-and-play" que dejara fuera del proceso el criterio humano, de forma que se pudieran salvar más camisas en buen estado.”
Aún en desarrollo en el momento de escribir este artículo, Buck y Wardell están ensamblando una célula compuesta por dos calibres Equator, un robot FANUC LRMate 200iC de 6 ejes, varias cintas transportadoras de bajo perfil, un sistema de visión FANUC iR Vision y un cambiador de herramientas rápido ATI para los actuadores en el extremo del robot. El sistema de visión indica al Equator la pieza que se va a presentar y el programa de medición que debe ejecutar. Posteriormente, las piezas válidas se colocan en la cinta transportadora correspondiente y las incorrectas en la cinta de piezas desechadas.
“Hemos diseñado este sistema para un fácil transporte en camión y para que sea fácil de manejar por el personal del taller – solo hay que ponerlo en marcha y cargar las piezas en la cinta,” afirma Buck.
“Para nuestra célula de fabricación, no hemos encontrado ninguna otra herramienta de medición en taller, rentable, comparable a Equator,” añade Wardell. “Confiamos en que nuestra aventura de integración de células para un cliente abra nuevos negocios en esta área para toda la empresa.”