適用於雷射切割機的基材固定式光學尺
雷射切割應用於航太乃至於土木建築等各種產業。本文探討 Renishaw 基材固定式光學尺如何用於光纖雷射切割應用;這類應用以雷射精準切割大塊金屬片或金屬板。
線性光學尺是由位置量測讀頭裝置搭配光學尺組成(正確標示的尺規)。讀頭量測位置時,是以光學感測間距固定的光學尺標示,然後以類比或數位訊號的方式輸出此項資訊。訊號之後會以數位讀取 (DRO) 或運動控制器轉換為位置讀數。線性光學尺可能長達好幾公尺,因此容易因為熱造成變化。
光學尺的熱行為,是選擇光學尺系統的重要考量因素。實際上,Renishaw 的光學尺有兩種類型,一種不受基材溫度影響(浮動式),另一種受基材溫度影響(固定式)。浮動式光學尺會因光學尺材料的溫度而熱脹冷縮,而固定式光學尺會與底層基材以相同速率熱脹冷縮。
干擾是量測浮動式光學尺效能的有效方式,也就是理論上完美浮動式光學尺與實際光學尺之間的長度差異。這種以微米為單位出現在光學尺末端的位置誤差是由安裝方式造成,導致光學尺膨脹和基材膨脹之間產生部分關聯。
以光纖雷射進行金屬切割
CNC 雷射切割機普遍用於切割金屬片或金屬板,包括不鏽鋼、碳鋼、銅及鋁。商用雷射切割機一般用於切割厚度 1 至 20 mm 的金屬,其中使用功率 1 至 10 kW 範圍的光纖雷射源。


圖 1:雷射切割機正視圖。1 = 雷射切割頭及龍門肩部。2 = 機床。3 = 金屬板毛胚。4 = 馬達驅動線圈。5 = 永久磁鐵定子。6 = 光學尺。
這類機器包含 CNC 運動系統,在 X 及 Y 軸設置線性馬達,此外還有光束準直器及切割頭,如圖 1 所示。雷射切割頭也包含對焦光學元件,以及協助切割製程的輔助氣體管嘴。
金屬片會裝載至大型機床(例如 3.2 m x 20 m)。每片金屬片均由多列支撐工件的金屬齒支撐,並可讓廢金屬掉離。雷射頭裝設在滑架上,沿著龍門(X 軸)移動,而龍門的兩個肩部均以兩個線性馬達沿著 Y 軸驅動。精準光束對焦一般需要以線性感應馬達進行動態 Z 軸控制。線性光學尺安裝於 X、Y 和 Z 軸,向 CNC 控制器提供位置回饋。
雷射切割期間積聚的熱能會高度集中在局部區域,且散熱速度快,因此平均工件溫度大約等於氣溫。
應用範例
雷射金屬切割是一種在工廠進行的工業製程,其中氣溫可能隨時間波動(例如因空調循環造成)。氣溫變化會造成光學尺膨脹/收縮,與光學尺干擾一起產生顯著的定位誤差。這可能造成成品件超出公差範圍,需要重工或丟棄。
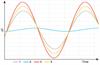
光纖雷射切割機用於相同的切割路徑,切割一系列沿著機器縱向軸排列的板狀鋼胚 (2 m x 2 m x 2 mm)。氣溫波動會讓直接溫度補償難以實行,對 20 m 軸特別如此,如圖 2 所示。在這樣的情況下,機器縱軸及龍門軸具有高度的熱質量,可在整個切割製程維持近乎恆定的平均溫度,因此大小也幾乎不會改變。
如果要強化量測解決方案,可以使用線性光學尺搭配基材固定式光學尺,沿著 X 軸及 Y 軸在機床平面進行運動控制。這樣可以讓光學尺及機器軸的熱膨脹密切相符,不需要主動補償光學尺。雷射位置精度也進一步獲得提升,因為本系統的光學尺干擾並不顯著。
長期氣溫變化對工件產生的影響,可透過以固定間隔加工校正零件的方式補償,提供粗略的偏置修正。此項修正長期有效,因為機器基材具有高熱質量,可維持相對恆定的平均溫度,在整個切割製程確保光學尺的尺寸穩定性。

摘要
線性光學尺系統搭配基材固定式光學尺(例如 Renishaw QUANTiC™ 讀頭搭配 RKLC 光學尺)是非常優異的解決方案,適用於局部氣溫波動足以造成零件超出公差範圍的精密雷射加工製程。將固定式光學尺安裝在具有高熱質量的基材上,就可在雷射切割期間提供有效的熱誤差補償。在非常長的機器軸使用基材固定式光學尺的另一項優點,就是可消除光學尺干擾誤差。一般來說,固定式光學尺的好處包括簡化熱補償程序,以及有潛力減少因機具所在環境氣溫變動等因素所造成的非重複測量誤差。