Laserinterferometer voorkomt fouten bij kalibratie van lineaire meetschalen
Om consistent een meetnauwkeurigheid binnen een micron te behalen, was foutcompensatie een essentieel ontwerpcriterium bij de ontwikkeling van een automatisch kalibratiesysteem voor lineaire meetschalen door het Standards and Calibration Laboratory (SCL) in Hongkong. Een Renishaw XL-80 laserinterferometer en XC-80 compensator werden gebruikt om goed met eventuele bronnen van Abbe-fouten en veranderingen in de omgevingscondities om te gaan.
Achtergrond
Lineaire precisie-meetschalen worden vaak ingezet in zeer nauwkeurige apparatuur voor lengtemeting, zoals comparatoren, microscopen of landmeetinstrumenten, en vormen daarin een nauwkeurig ijkpunt voor het precies meten van afstanden of verplaatsingen.
De lineaire meetschalen zijn meestal van glas en in hun oppervlak zijn zorgvuldig evenwijdige lijnen gegraveerd, op gelijke onderlinge afstand en loodrecht op de lengteas van de meetschaal. Om de afstanden tussen de schaalverdelingslijnen te meten en te verifiëren zijn hoogprecieze instrumenten nodig.
Het Standards and Calibration Laboratory, behorend tot de Innovation and Technology Commission van de Special Administrative Region Hongkong, is verantwoordelijk voor het formuleren en in stand houden van referentienormen voor fysische metingen in de regio Hongkong.
Het verleent kalibratiediensten aan plaatselijke gebruikers van meetstandaarden en meetinstrumenten, en zorgt er zo voor dat deze hun meettaken nauwkeurig kunnen uitvoeren en hun werk goed kunnen herleiden naar de relevante normen.
Het SCL had zichzelf opgedragen om een nieuw automatisch kalibratiesysteem voor lineaire meetschalen te ontwikkelen en te bouwen, dat een meetprecisie van minder dan één micron kon behalen. Een belangrijke eis was dat het systeem compensatie moest kunnen bieden voor Abbe-fouten door de miniemste hoekverplaatsingen in componenten en voor eventuele variaties in de omgevingscondities.

Uitdaging
Het Abbe-principe werd in 1890 omschreven door Ernst Abbe van Zeiss. Het werd het ‘uitlijningsprincipe’ genoemd en luidt als volgt: “Om parallaxfouten te vermijden moet het meetsysteem coaxiaal geplaatst worden met (dus in het verlengde van) de lijn waarin de verplaatsing (dan wel lengte) op het werkstuk gemeten wordt.”
Een Abbe-fout ontstaat dus wanneer een te meten punt zijdelings verwijderd is van de as van meting, en wanneer het positioneringssysteem een hoekbeweging maakt. Hierdoor wordt een verplaatsing gemeten die korter of langer is dan de werkelijke verplaatsing. De ruimtelijke verwijdering tussen meetpunt en as van meting wordt de Abbe-verwijdering genoemd.
Neem als simpele illustratie bijvoorbeeld een schuifmaat. Tussen de as van de meetschaal en de as van meting (die plaatsvindt tussen de bekken) is er een Abbe-verwijdering. De geringste afwijking van de schuifmaat in rechtheid, haaksheid of speling leidt tot een hoekbeweging van de bekken en dus tot een Abbe-fout.
J.B. Bryan omschreef het Abbe-principe als “het eerste principe van machine-ontwerp en dimensiemetrologie” en herformuleerde het als volgt meer in machinetermen: “Het systeem dat de verplaatsing meet moet in lijn zijn met het functionele punt waarvan het de verplaatsing meet. Indien dit niet mogelijk is, moeten ofwel de geleidingen waarover de verplaatsing gebeurt vrij zijn van hoekbewegingen ofwel de gevolgen van de verwijdering berekend worden uit gegevens van de hoekbeweging.”
Eenvoudig gezegd wordt de nauwkeurigheid van de schaalverdeling op een lineaire meetschaal gemeten door de afstand te meten tussen een referentielijn (in het algemeen de nulpositie) en de schaalmarkeringen. Daarna moeten beeldanalyse en compensatietechnologie worden toegepast zodat het systeem de leesposities op de meetschaal kan berekenen en aanpassen, en zo de Abbe-fout kan verkleinen.
Maar bij daadwerkelijk gebruik van zulke systemen is het ook noodzakelijk om invloeden in de echte praktijk en andere onzekerheden in het ontwerp erbij te betrekken. Het is daarom essentieel om voorzieningen in te bouwen die fouten door allerlei menselijke en omgevingsfactoren effectief compenseren. De situatie van SCL was dat ze gevestigd waren op de 35e verdieping van een gebouw met 48 verdiepingen, waardoor zelfs rekening gehouden moest worden met trillingen door wind en verkeer.
Automatisering
Na invoer door de operator gaat de glijtafel naar zijn standaardpositie voor een doellijnmeting. Zodra hij stilstaat, leest de laserinterferometer de positiegegevens en maakt de camera afbeeldingen van de schaalmarkering.
Daarna worden de afbeeldingen geanalyseerd om de huidige positie te verkrijgen (met behulp van de afstand tussen de nulpositie en de overeenkomstige weergegeven pixelwaarde). De positie wordt vergeleken met de berekende werkelijke positie, en het systeem compenseert dan het verschil door de glijtafel het commando te geven de positie te finetunen.
Vervolgens leest de interferometer nog een keer de positiegegevens. Het gehele proces wordt een aantal keren herhaald totdat de fout binnen het gespecificeerde pixelbereik valt en de uiteindelijke lijnpositie verkregen wordt.

Gestabiliseerde precisie-laserbron
In het systeemontwerp is de Renishaw XL-80 laserinterferometer opgenomen om Abbe-fouten te compenseren die in het meetsysteem zijn ontstaan vanwege elke soort van hoekverplaatsing tijdens het installeren. Die kunnen te maken hebben met bijvoorbeeld rechtheid van de glijtafel, plaatsing van de lineaire meetschaal en positionering van een reflector.
Met een nominale golflengte van 633 nm levert de interferometer een lineaire meetnauwkeurigheid van ±0,5 ppm, dankzij een gestabiliseerde precisie-laserbron en nauwkeurige omgevingscompensatie. Aflezen is mogelijk tot 50 kHz, met een maximale lineaire meetsnelheid van 4 m/s en een lineaire resolutie van 1 nm, zelfs bij maximale snelheid. Alle meetmogelijkheden zijn gebaseerd op interferometrische metingen, wat extra vertrouwen geeft in de nauwkeurigheid van de opgenomen gegevens.
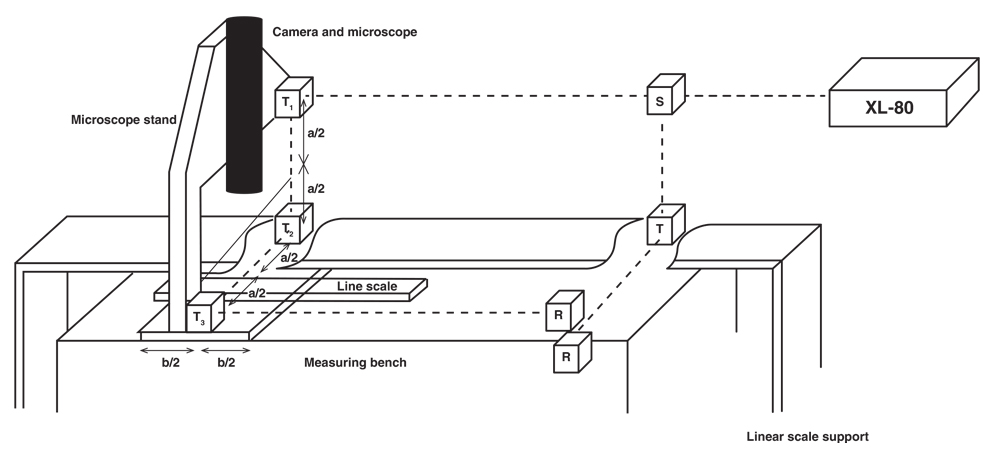
De interferometer is opgesteld volgens een klassieke lineaire meetconfiguratie. De laserbundel wordt in bundelsplitser S gesplitst in twee paden, waarvan er een de referentiebundel vormt die via overgangslens T en reflector R weer teruggaat naar de laserbron. De andere bundel gaat verder via overgangslenzen T1, T2 en T3 en reflector R, en vormt de bundel waarmee de lengteverandering gemeten wordt.
In het systeem van SCL wordt de XL-80 samen met de XC-80 compensator gebruikt. De omgevingscondities worden gemeten door inwendige sensoren voor luchtdruk en luchtvochtigheid met een nauwkeurigheid van respectievelijk 1 mbar en 6%, en door drie sensoren voor materiaaltemperatuur en een voor luchttemperatuur met een nauwkeurigheid van respectievelijk 0,1 °C en 0,2 °C.
Oplossing
De meetopstelling van SCL is te zien op afbeelding 1. Bij de toegepaste verplaatsingsmethode beweegt het meetapparaat over een portaal boven de vaste lineaire meetschaal om de afstand te meten tussen een nulpositie en de schaalmarkeringen. De hele opstelling is gemonteerd op een luchtgedragen tafel die de trillingen dempt, en voor betere beheersing van het temperatuurprofiel is een omkasting toegepast.
De meting wordt uitgevoerd door een microscoop met hoge resolutie, een mono CCD-camera en een software algoritme dat pixels telt. Dit geheel is gemonteerd op een met lucht gelagerde glijtafel, aangedreven door een wisselstroom/gelijkstroom piëzo-elektrische motor. De glijtafel van het systeem bereikt een lineariteit van 0,9 µm voor een meetverplaatsing van 800 mm en een herhaalbaarheid van 20 nm. De kanteling, helling en verdraaiing bedragen elk maximaal ± 0,5 boogseconde.
Om eventuele Abbe-fouten te compenseren gaat het SCL systeem te werk volgens de gedachten van J.B. Bryans denkwijze. Maar in plaats van een compensatiewaarde te berekenen uit gegevens van de hoekbeweging, wordt gebruik gemaakt van een symmetrisch laserpad aan beide zijden van de as van meting. Op deze manier kan iedere hoekbeweging die leidt tot een toename of afname van de aflezing vanwege een Abbe-fout, automatisch gecompenseerd worden.
Resultaten
SCL heeft met succes een zeer nauwkeurig automatisch kalibratiesysteem voor lineaire meetschalen ontwikkeld. Het systeem verwerkt lineaire meetschalen tot 750 mm lengte, en heeft een meetonzekerheid van slechts 0,15 tot 0,41 nm.
Tijdens het testen werd een glazen meetschaal van 500 mm, die gekalibreerd was door het Korean Institute of Standards and Science (KRISS), gebruikt om het kalibratiesysteem te valideren. Een totaal van 23 afstanden tussen schaalmarkeringen en het nulpunt werden geselecteerd als de te meten grootheden.
De meetresultaten werden vergeleken met de waarden die van het KRISS waren verkregen. De verschillen tussen de meetwaarden vielen allemaal binnen hun eigen meetonzekerheden en ruim binnen de genormaliseerde foutratio van 0,7.
Voor de Abbe-fout in het systeem, veroorzaakt door de 5 boogseconden aan helling en verdraaiing van de glijtafel met de microscoop over 100 mm afstand, werd als wortel uit de som van de kwadraten 3,4 µm berekend. Grondige analyse heeft uitgewezen dat door het integreren van de XL-80 interferometer deze Abbe-fout met 95% wordt verkleind.