鍛造ホイールや車両シャシの製造に、工作機械用プローブで精密計測を実施
自動車産業は競争が熾烈である。ティア 1 の自動車メーカーが求め続ける性能面、安全面、設計面などにおける飛躍的な進化には、金属部品の加工工程に常に厳しい要件が要求される。
SuperAlloy Industrial (SAI) 社は、軽量、高品質の鍛造金属部品のサプライヤである。同社の鍛造ホイールおよびシャシ部品は、BMW、ベンツ、フォルクスワーゲン、ポルシェ、フェラーリ、ドゥカティ、ベントレ、アウディ、ロールスロイス、ジャガー、ランドローバ、フォード、クライスラー、トヨタ、ゼネラルモーターズ、ホンダなどの、特殊な技術およびサービスへの要求が厳しい世界の大手自動車メーカーの車に採用されている。この実績が、最高の品質と最高の精密加工への同社のこだわりを物語っている。レニショーの工作機械用プローブシステム OLP40、RMP60、OMP60、NC4 は、このこだわりにうってつけだ。レニショーからのサポートもあり、高級車用精密加工部品メーカーという位置づけを目指す SAI 社は大きな躍進を遂げた。
レニショーと SAI 社との関係は、三次元測定機で始まった。「2008 年に欧州市場に参入した際、当社顧客の各高級車メーカーの、金属部品の品質、寸法の安定度、精度に対する要求レベルが極めて高いことがわかりました。当時の設備で数量的には要求を満たすことができていましたが、品質レベルを高めるために、製品品質を向上し、加工工程でのやり直しや修正を減らす必要がありました。
レニショーを通して、既存の CNC 工作機械で工程内計測による加工制御やリアルタイムのデータフィードバックができる工作機械用プローブシステムがあることを知りました。このシステムのおかげで、精密加工のための効果的なプロセスコントロールが実現しました。加工生産の効率化と加工精度の向上という点で、非常に大きな役割を果たしてくれました」
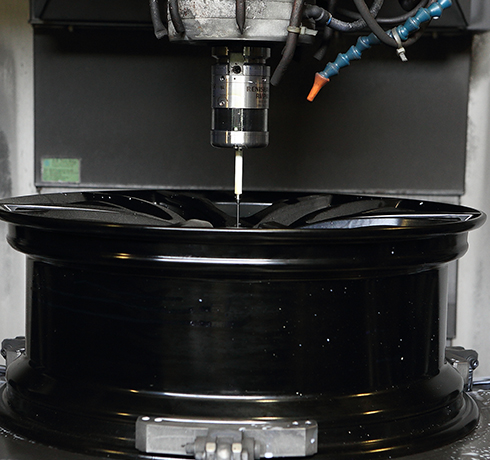
鍛造アルミホイールリムの製造
鍛造ホイールの製造工程は複雑である。多品種少量生産の場合は、それが特に顕著になる。SAI 社では 200 種以上のホイールを製造しており、生産工程には極めて高い柔軟性が求められる。ホイール取付け面は航空機産業よりも厳しい精度加工する必要があるため、加工中のワーク芯出し、基準値計測および重要寸法の検出には厳格な基準が適用される。現在、ホイールリムの生産には CNC 工作機械 600 台 (Victor Taichung 社製旋盤 150 台、YCM 社製 ミーリング機 450 台) で、週 5 日、3 交代で操業している。
加工精度向上とスクラップ削減のため、SAI 社は一部の旋盤にレニショー OLP40 タッチプローブを装備することにした。オプチカル信号伝達方式採用の OLP40 は、旋削加工で威力を発揮する。CNC ミーリング機には、無線信号伝達方式の RMP60 プローブを装備した。本プローブを使用して、ワークの位置計測、基準高さ計測および重要寸法の工程内計測を実行した結果、生産パフォーマンスが向上した。
Wheel Production Department の Senior Manager、Y. C. Kao 氏は述べる。「レニショープローブでワークセットアップを自動化できたおかげで、加工したホイールリムの寸法が安定、均一化しましたし、ヒューマンエラーも減ったという効果もあります。一例ですが、レニショープローブを使用したことで、エアバルブ穴の厚さ加工における CPK (工程能力指数) が 0.71~1.13 から 1.35~1.43 に上がりました」
鍛造ホイールの外観 3D モデリング
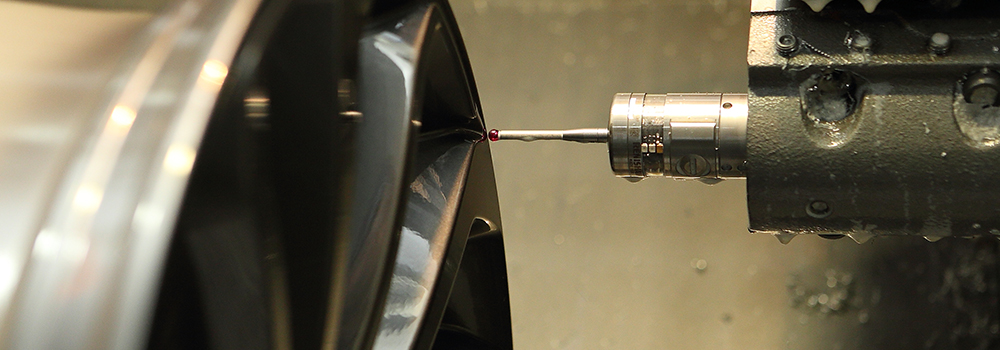
ホイールのデザインは近年、平面タイプから奥行のある 3D (段リム) タイプへと変化し、その結果、ホイールリムの大径化と加工精度の一層の厳格化が求められるようになっている。SAI 社のホイールリムの加工公差は、2011 年までは 0.05~0.10mm であった (当時使用されていた平面リム)。しかし、現在の段リムではより厳しい公差が求められることから、切削回数と時間が徐々に増え、ホイールリムの外観加工には 180~240 分かかる。そのため、やり直しはいくらささいなものでも、時間とコストの両面でかなりのプレッシャーとなる。
OLP40 プローブを使用することで、工程内プロセスコントロールにより 0.02mm 以下の公差を達成できる。さらに、オペレータによる計測が不要になり、ワーク座標系の更新が可能になる。これにより、コーティング後の表面の精密加工時の切削効率が大幅に向上する。さらに重要なことは、プローブ計測システム導入以前は、ほとんどの場合、ホイール加工工程を 2 回繰り返して必要な精度を達成していたが、やり直し作業が 80%削減されることだ。レニショーソフトウェアと連携することで、加工時にプローブがガイド役を果たすのみならず、工程内プロセスコントロールとリアルタイムフィードバックで、加工しながらデータの更新と補正ができるため、効率的に寸法や歪みのモニタリングとコントロールができる。
レニショー工作機械用プローブシステムの投入により、SAI 社は加工精度と部品品質を向上しつつ、スクラップ量をそれまでの 2~3%から 0%に削減して生産効率を向上できた。
製造業界で優れた評価を得ているだけでなく、他業界でも事業を展開しているレニショーからは、製品やソリューションを得られるだけでなく、経験、ノウハウ、業界のベストプラクティスについても教えてもらうことができます。また、技術サポートもきめ細かく、レスポンス良く問題を解決してくれます。素晴らしい対応です
SAI 社 (台湾)
シャシの精密加工
自動車業界は、基本的な安全性に関わる要件や性能から、運転時の快適性と燃費の向上および排出量削減に重点を置くようシフトしている。高速走行時の小型車の安全性と安定性は、シャシの製造に深く関係している。アルミ合金製シャシの加工精度が高いほど、時速 200km の高速走行時の安全性、安定性そして快適性が増す。シャシが軽量であるほど燃費が良くなり、環境要件を満たしやすくなる。
SAI 社は、鍛造および機械加工技術の改善を継続している。2011 年にはシャシの精密加工生産へと事業拡大した。現在、同社で稼働する Tongtai 社製高性能 CNC 5 軸マシニングセンター 38 台の全機に、レニショー OMP60 オプチカル信号伝達方式プローブと NC4 非接触式ツールセッターが取り付けられている。
シャシ生産は、ホイールリムとは異なり、少品種大量生産がほとんどである。しかし、それでも高精度の金属加工が求められる。OMP60 は、高度なモジュレーテッドオプチカル信号通信で 360°全方位への信号送受信が可能だ。このプローブを採用することで計測およびキャリブレーションの作業が簡単にできるようになり、輪郭形状が複雑なワークの高精度計測が可能になる。革新的なレーザー技術を実装する NC4 は、最小で直径 0.2mm の工具の高速、高精度計測、最小で直径 0.1mm の工具の折損検出が可能だ。非接触方式のため、工具を摩耗させたり、損傷させるおそれがない。
シャシの製造時間は、通常 20~25 分と比較的短い。レニショー工作機械用プローブシステムは、リアルタイム位置決めと計測、そして工程内プロセスコントロールを実現するターンキーソリューションだ。生産工程のさらなる自動化に貢献する。
信頼できるブランド、行き届いたサービス
SAI 社がレニショーを選んだ決め手は、レニショーブランドへの信頼だ。「サプライヤを選択する際、我々は製品の価格だけを基準にするわけではありません。その企業の研究開発の実力およびアフターサービスも重要視します。製造業界で優れた評価を得ているだけでなく、他業界でも事業を展開しているレニショーからは、製品やソリューションを得られるだけでなく、経験、ノウハウ、業界のベストプラクティスについても教えてもらうことができます。また、技術サポートもきめ細かく、レスポンス良く問題を解決してくれます。素晴らしい対応です」
レニショーへの信頼は、三次元測定機用のレニショープローブを使用した時から続いている。同社では現在、レニショー製プローブ搭載の三次元測定機を 10 台運用している。また、工作機械の性能チェック用として、総合的な診断/検証機能を備えた、レニショー QC20-W ボールバーをマシニングセンターで運用している。