積層造形と切削加工のハイブリッド機に採用されたレニショークローズドタイプエンコーダ
Effective CNC 社のチームが、積層造形と切削加工の両方を行える「オールインワン」機械を設計および構築した。
背景
Effective CNC Solutions LTD 社は、英国 Crewe に拠点を置く工作機械レトロフィット専門企業である。数年前、創設者である Gary Pearson 取締役が、積層造形 (AM) と従来の切削加工を単一工程として 1 台の機械で実行する工作機械を開発するというビジョンを持っていた。
積層造形とは、多岐にわたる複雑な機能形状のニアネットシェイプ生産を可能にする汎用性の高い製造技術のことである。新たな設計や手法が生まれるポテンシャルを秘めており、工具コストと材料コストを削減できる可能性がある。
 Gary Pearson, Effective CNC 社 Director
Gary Pearson, Effective CNC 社 Director積層造形は 1 工程だけで数多くの部品を製造できるが、完成品で完全な設計仕様を確保するには、CNC 加工や仕上げ作業などのポストプロセスが必要となる場合がある。
このポストプロセスをできるだけ迅速かつ簡便にすることが、積層造形では求められている。
Effective CNC 社による新しい機械の設計と製作を支援するために、レニショーは光学式エンコーダ、ツールセッター、工作機械用プローブのテクニカルチームによるサポートを提供した。
同社では、金属部品の積層造形とポストプロセスを統合したプロトタイプ機を製作するのに、FORTiS クローズドタイプリニアエンコーダ、RMP60 プローブ、工具計測システムなどのレニショー製品を採用している。
課題
積層造形で製造した部品のポストプロセスで問題となり得るのが、最終製品の機械加工表面精度に影響し得る幾何誤差の伝播である。
積層造形部品の仕上げは、機械から機械への移動を何度か伴うことが多く、そこでワークの位置と角度の誤差が生じることがある。その補正のためにオンマシンプローブ計測システムが必要となる。加えて、複数台の機械を稼働させることでコストが上昇し、生産性が低下する。
従来の工作機械と積層造形ヘッドを組み合わせたハイブリッド機は、特定用途における積層造形の経済性を改善し得る比較的新しい概念と言える。
 Effective CNC 社の積層造形と切削加工のハイブリッド機
Effective CNC 社の積層造形と切削加工のハイブリッド機解決策
Effective CNC 社のチームが、積層造形と切削加工の両方を行える「オールインワン」機械を設計および構築した。この機械によって、大型精密 AM 金属加工品の経済性の劇的な向上に有効であると、チームは主張している。
Effective CNC 社の Director である Gary Pearson 氏は、この新しい機械のユニークな特徴を次のように説明している。
「本機は、切削主軸、ワイヤアーク積層造形ヘッドそして回転タレットを搭載しています。
5 軸すべてでワークを動かし、各ステーション間で受け渡すことで、工具を実際に移動させずに積層造形と切削加工を行います。
MIG 溶接機をベースにしたワイヤアーク積層造形システムを機械に固定したことで、ビルドプレートに造形後、ワークを機械から取り出すことなく機械加工することができるようになっています。
本機は 5 軸機のため非常に複雑な形状を造形し極めて精巧に仕上げていくことができます。この一連の工程をワークを機械から取り外さずにワンストップで完了できます」
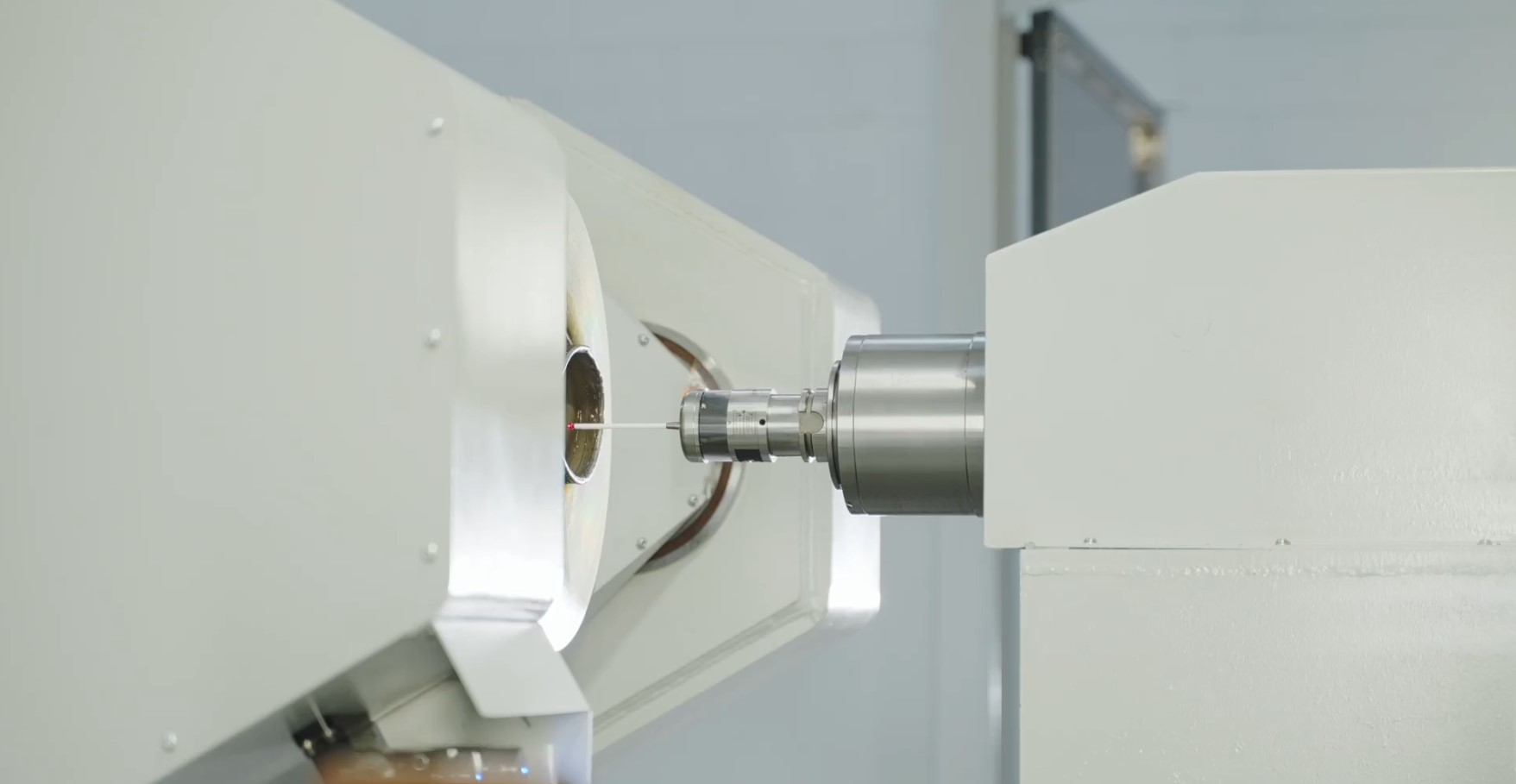
上記のような積層工程に加え、ミーリング加工、旋削加工、研削加工という 3 種類の切削工程も実装しているため、1 台の機械で積層造形パーツの作製と仕上げができるというのが、本機の画期的な特徴である。
本機の基本構成は、ワーク用のホルダ、ワークをミーリング加工および研削加工するための主軸、そして回転式工具タレットである。そしてトラニオンテーブルがビルドプレートを支え、機械の第 4 軸と第 5 軸を構成する。
機械の安全性向上のために、コントローラや位置決めエンコーダなどのコンポーネントは、機能安全 (FS) 規格に準拠したものが採用されている。
Effective CNC 社は、X、Y、Z 軸に FORTiS-S™ クローズドタイプエンコーダを採用した。そのうちの X 軸は、スケール長が 3m を超える特別設計のモデルである。トラニオンテーブル (A 軸) には、RESOLUTE™ FS 光学式アブソリュートエンコーダと RESA リングスケールが採用されている。
 FORTiS-S FS クローズドタイプエンコーダ
FORTiS-S FS クローズドタイプエンコーダFORTiS は、工作機械などの過酷な環境での使用に耐える、次世代のクローズドタイプリニアアブソリュートエンコーダである。利点のひとつとして、スペースの限られた場所でも従来のシステムより大幅に短い時間で取付けとセットアップができることがあげられる。
 ワーク計測用の RMP60 プローブ
ワーク計測用の RMP60 プローブレニショー製品がどのようにして各機械のプロセスに統合されたかを Pearson 氏が明かす。
「当社は FORTiS を 2 台購入しました。どちらもプラグアンドプレイで、取付けとセットアップが非常に簡単です。レニショー社から提供されたワーク計測用の RMP60 プローブシステムもたいへん良好ですし、ミーリング工具用の NC4+ Blue レーザーツールセッターと、回転工具用の RP3 工具計測プローブを組み合わせたハイブリッドシステムまで開発してくれました」
Pearson 氏は続ける。「レニショーのテクニカルサポートチームが当社に来て、当社が機械で行っている作業と、(工具計測システムを) 設置すべき場所、達成すべき目標を確認したうえで、CAD モデルを描いてくれました。
我々は、その CAD モデルを自社の CAD モデルに取り込んで、組込み具合を確認できました。サポートチームは私たちに必要なものをすべて提供してくださったわけです」
Effective CNC 社がとった画期的な手法は、機械の構造と工具に留まらず、斬新な工具交換ロボットにもおよんでいる。「複雑な工具交換構造を持つ直交座標ロボットを作るのではなく、既存の協働ロボットを選定しました」と Pearson 氏は続ける。
同社が採用した協働ロボットはユニバーサルロボット社製で、関節部には、レニショーの関連会社である RLS 社の 協働ロボットを使ったツールチェンジャAksIM™ シリーズ磁気式ロータリエンコーダが搭載されている。パレットチェンジャと組み合わせることで、オペレータが介入せずに機械を「完全自動」運転させることができる。
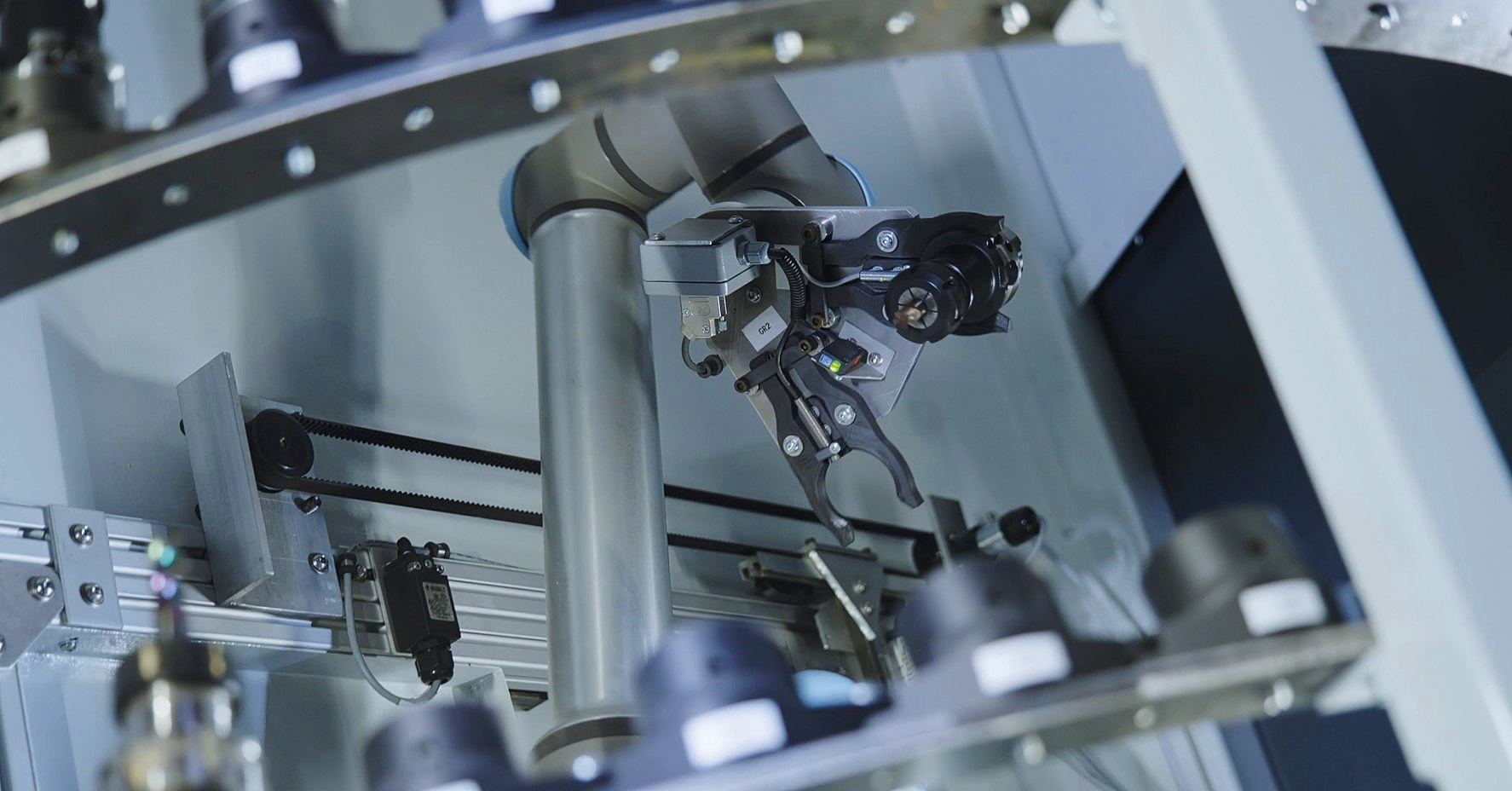 協働ロボットを使ったツールチェンジャ
協働ロボットを使ったツールチェンジャ結果
レニショーと緊密な協力関係を築いていたからこそ、Effective CNC 社は、レニショーが 50 年以上にわたって培ってきた工作機械業界のノウハウを活かして最適かつ最新のテクノロジーを機械コンセプトに融合することができた。
 ワイヤアーク積層造形ヘッド
ワイヤアーク積層造形ヘッド「積層造形の観点から言えば、5 軸で製造できるため、機械テーブルよりも大きな部品を作ることができます。円柱を作り、回転させて、その円柱の側面に任意の形状を作る、といったことができます。ビルドプレートからはみ出すような大きな部品でも製造できるんです」
この機械は、ミーリング加工、旋削加工、研削加工そして積層造形を融合することに成功した汎用性の高いシステムであり、工程全体の生産性を大幅に高め、石油およびガス産業向けの大型パイプベンドや継手など、難しい金属パーツの積層造形が可能になると言われている。
Pearson 氏は、「ハイテク業界向けの強力な製品を手に入れたと感じています。今後が非常に楽しみです」と結んでいる。
レニショーは、次の製品開発段階に向けて準備を進める Effective CNC 社のチームを引き続きサポートしていく。







