Por el momento, esta página no está disponible en español. Puede obtener una traducción automática mediante la opción de traducción de Google.
No podemos responsabilizarnos de este servicio puesto que podemos no verificar los resultados de la traducción.
Si desea más información, póngase en contacto con nosotros.
Renishaw’s enclosed encoders used in new hybrid additive and subtractive machine tool
The team at Effective CNC Solutions have designed and built an ‘all-in-one' machine that can perform both additive and subtractive machining operations in tandem.
Background
Effective CNC Solutions LTD is a machine tool retrofit specialist based in Crewe, UK. A few years ago, its founding director Gary Pearson had a vision to develop a machine tool that would perform additive manufacturing (AM) and conventional subtractive manufacturing as a single process on the same machine.
Additive manufacturing is a versatile manufacturing technology that allows near-net shape production of a wide variety of complex functional shapes. It offers exciting new design opportunities for combining and optimising parts, potentially reducing tooling and material costs.
 Gary Pearson, Director of Effective CNC
Gary Pearson, Director of Effective CNCAlthough AM can produce many components in just one process, some functional features or surfaces may require further post-processing, such as CNC machining or finishing operations, to achieve the full design specification in the final part.
An ongoing goal for additive manufacturing is to make any such post-processing steps as quick and straightforward as possible.
To help Effective CNC design and build the new machine, Renishaw provided support with its technical teams specialising in optical position encoders, tool setters and machine tool probes.
Effective CNC has selected a range of Renishaw products, including the FORTiS enclosed linear encoder series, the RMP60 probe and a custom tool setting system to build a machine prototype that integrates the additive manufacturing and post-processing of some metal parts.
Challenge
In the post-processing of additively manufactured parts, the propagation of geometric errors can impact the machined surface accuracy of the final product.
The finishing of additive parts often involves several machine transfers which can introduce workpiece position and angular errors that need on-machine probing systems for compensation. There is also a cost and productivity penalty associated with operating multiple machines.
Hybrid machines that combine both conventional machine tools with an additive manufacturing head are a relatively new concept that can improve the economics of AM for certain applications.
 Effective CNC's hybrid additive and subtractive machine tool
Effective CNC's hybrid additive and subtractive machine toolSolution
The team at Effective CNC has designed and built an ‘all-in-one' machine that can perform both additive and subtractive machining operations in tandem. This, they claim, will help to revolutionise the economics of many large, precision AM metal builds.
Gary Pearson, Director of Effective CNC, explains the unique features of the new machine:
“We created a fixed rigid position for a spindle, a wire deposition additive manufacturing head and, in this machine, a turning turret.
We can move the workpiece around in all five axes and take it between the various stations to add and subtract and add and subtract, without having to move the actual tooling around.
We took a wire deposition additive manufacturing system, which is basically a very clever MIG welder, and put it onto the machine in a fixed position. This allows us to add the base material onto a clean build plate and then machine it back without having to take the product off the machine.
Because we can add material in five axes on the machine, we can build very complex shapes and machine them back to very accurate tolerances without having to take them off the machine at all."
Another innovative feature of this machine is that it incorporates three cutting processes - milling, turning and grinding - in addition to additive processing, enabling an additively manufactured part to be built and finished on a single machine.
The basic machine design comprises a holder for a workpiece, a spindle for milling and grinding the workpiece, and a rotatable tool turret. A trunnion table supports the build plate and provides the 4th and 5th axes of the machine.
For enhanced machine tool safety, components such as the controller and position encoders have been chosen that are certified to Functional Safety (FS) standards.
Effective CNC chose FORTiS-S™ FS enclosed encoders for the X, Y and Z-axes including a specially-built long FORTiS encoder (X-axis) with a scale length of over 3 metres. For the trunnion table (A-axis), Renishaw's RESOLUTE™ FS absolute optical position encoder with a RESA ring scale was selected for rotary position feedback.
 FORTiS-S FS enclosed encoder
FORTiS-S FS enclosed encoderThe FORTiS encoder series is a next generation linear enclosed absolute position encoder for use in harsh environments such as machine tools. An advantage of the FORTiS enclosed encoder is the quick installation and set-up which is substantially faster than conventional systems, even in restricted locations.
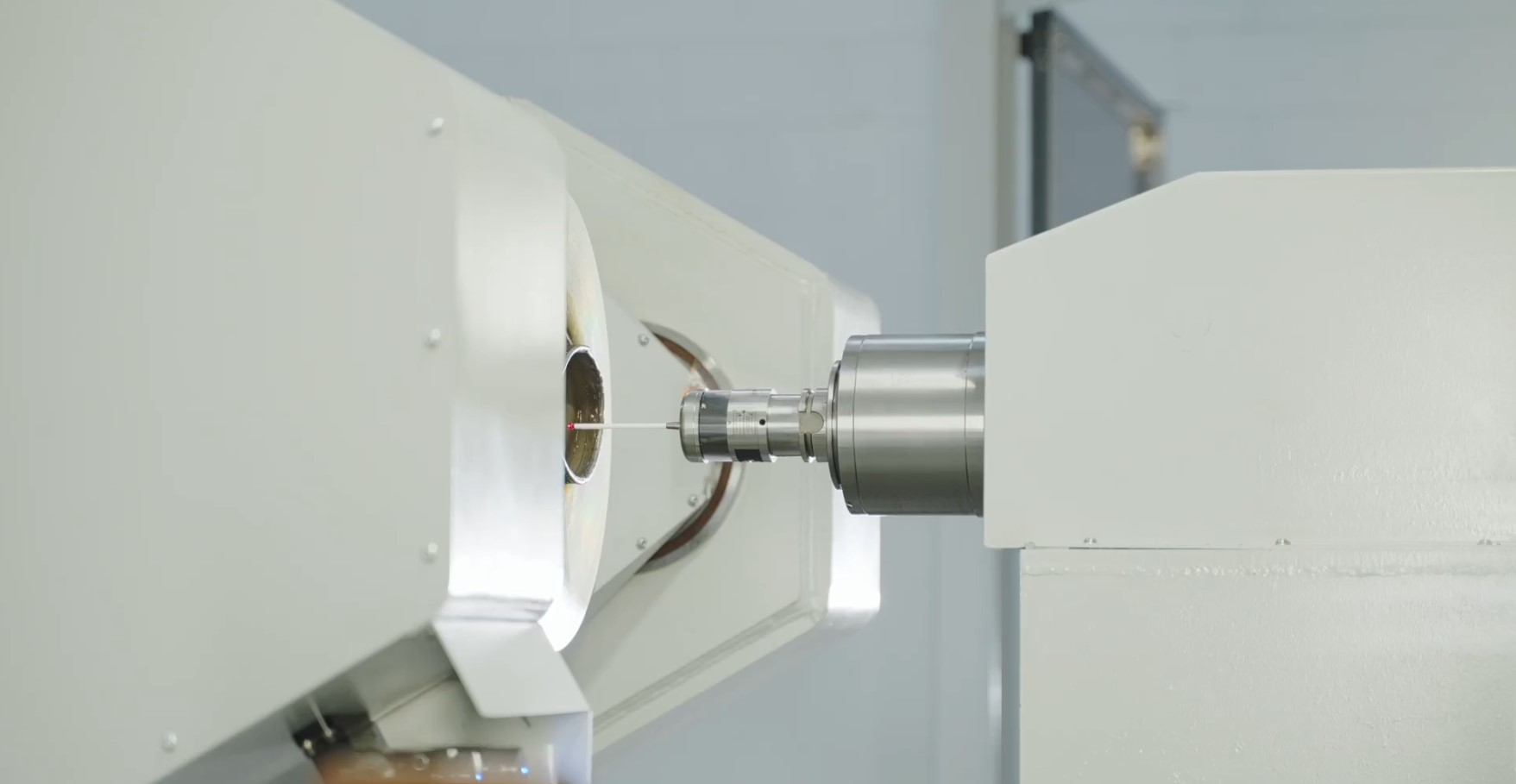 RMP60 probe for measuring the workpiece
RMP60 probe for measuring the workpiece Mr Pearson reveals how Renishaw products were integrated into every machine process:
"We purchased two FORTiS systems they are plug-and-play, and very easy to install and set up. Renishaw also supplied us with an RMP60 probe system for measuring the workpiece, which works very well. They also developed for us a hybrid system that combines the NC4+ Blue laser tool setter for the milling tools and a RP3 tool setting probe for the turning tools."
Mr Pearson continued, “Renishaw's technical support team visited us to look at what we were doing on the machine, where we needed to install it [the tool setting system] and what we needed to achieve and then drew us some CAD models.
We were able to drop those into our CAD model of the machine and see how they integrated. They provided us with everything we needed.”
The innovative approach taken by Effective CNC also extends beyond the machine format and tooling. A novel tool changing robot has also been developed. “We decided that rather than building a cartesian robot with a complicated tool change structure,” Mr Pearson continues, “we chose an off-the-shelf solution in a collaborative robot.”
The cobot chosen is from Universal Robots and has joints fitted with AksIM™ series magnetic rotary encoders from Renishaw's associate company, RLS. When paired with a pallet changer, the cobot enables the machine to run ‘lights out' with no operator intervention.
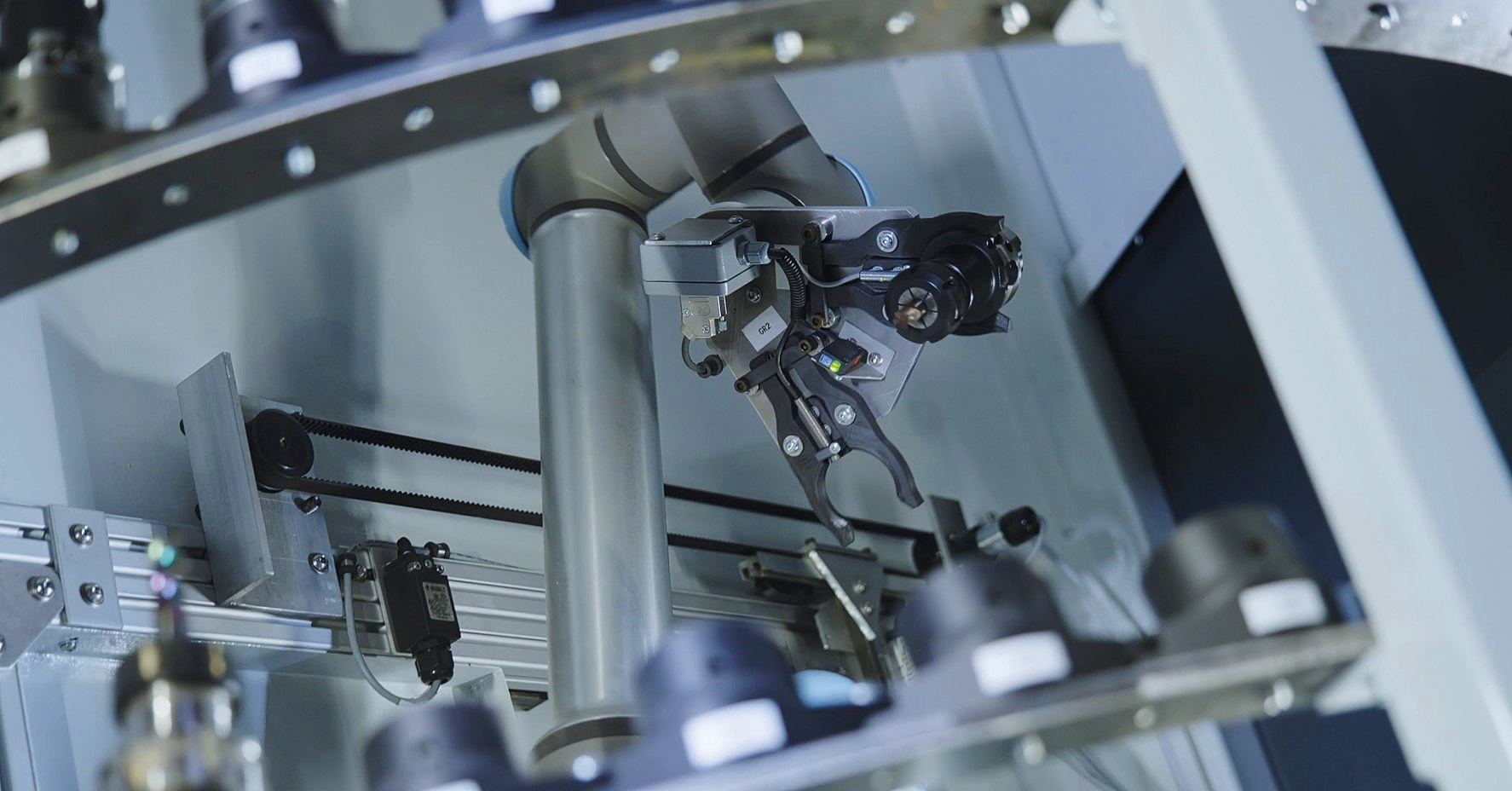 Cobot tool changer
Cobot tool changerResults
A close collaborative relationship with Effective CNC has enabled Renishaw to bring its 50 years of machine tool industry expertise to bear in helping to choose the best and latest technologies for this machine concept.
 Wire additive manufacturing head
Wire additive manufacturing head“From an additive point of view, we can create components that are larger than the machine table because we can manufacture in five axes. We can build a cylinder and rotate the component around and build on the side of that cylinder any shape you like. And that gives us the capability to manufacture a large component that even overhangs the build plate.”
The machine is a versatile system that successfully combines milling, turning and grinding with an additive manufacturing device, which it is claimed will substantially increase end-to-end process productivity and enable the AM manufacturing of challenging metal parts such as outsized pipe bends and fittings for the oil and gas industry.
"We feel we have a new and strong product for the high-tech industries, and we're looking forward to the future with great enthusiasm," Mr Pearson concludes.
Renishaw continues to support the Effective CNC team as they prepare for the next phase of product development.







