Krajšanje časa s petosno kontrolo na KMS
Skenirne glave v Kawasakijevi tovarni v Maryvilleu, Missouri, pospešujejo zbiranje podatkov o obliki in povratnih informacij za obdelovalne celice, poenostavljajo vpenjala na koordinatnih merilnih strojih (KMS) in krajšajo čas umerjanja merilnih glav iz ur na minute. Proizvodnja ter oddelek za raziskave in razvoj zdaj hitreje prideta do povratnih informacij po zaslugi večje produktivnosti in fleksibilnosti merjenja, skenirni KMS pa so na dobri poti, da odpravijo tudi posebne sisteme za kontrolo zobnikov in dviga dročnikov.
Kawasaki spodbuja ljubitelje motornih koles, naj se kratkočasijo, v tovarnih malih motorjev v Maryvilleu, Missouri, pa krajšajo čas tudi na drugačen način: 5-osni skenirni merilni sistemi so uspešno skrajšali čas kontrole in umerjanja merilnih glav na KMS ter pospešili zbiranje povratnih informacij za kontrolo kakovosti pri obdelavi komponent malih motorjev. 5-osni sistemi Renishaw REVO®, nameščeni na koordinatnih merilnih strojih Mitutoyo Crysta-Apex 121210, so zamenjali dve zglobni glavi PH10 z merilnimi glavami za skeniranje SP25M na tradicionalnih 3-osnih KMS. KMS z glavami REVO so več kot prepolovili čas kontrole pri aplikacijah, ki zahtevajo veliko skeniranja, odpravili so potrebo po posebnih konfiguracijah merilnih glav, čas umerjanja merilnih glav so iz 6-7 ur skrajšali na približno 45 minut, prinesli pa so tudi nove zmožnosti zbiranja velikih količin merilnih podatkov o obliki za boljšo kakovost delov. Najbolj pomembno pa je, da so sistemi REVO v veliki meri izboljšali produktivnost kontrole, kakovost podatkov in fleksibilnost oddelka za kontrolo kakovosti, s tem pa se je povečala tudi vrednost tega oddelka, ki zagotavlja strateško podporo tako proizvodnji kot oddelku za raziskave in razvoj.

Kawasakijev proizvodni sistem
Kawasaki je leta 1989 odprl proizvodni obrat v Maryvilleu, ki se razteza na skoraj 75.000 kvadratnih metrih površin, v njem pa proizvajajo eno- in dvovaljne zračno in vodno hlajene motorje z gibno prostornino do 1.000 ccm. Kupci so proizvajalci kosilnic za profesionalno in domačo uporabo ter sestrsko podjetje, ki proizvaja štirikolesnike in delovna vozila Mule™. V tovarni v Maryvilleu izdelujejo tlačne odlitke iz aluminija, brizgajo plastiko, izvajajo obdelavo z odrezavanjem, lakirajo in opravljajo montažo. Vse motorje, na leto jih je približno 500.000, pred odpremo tudi preizkusijo.
"Pri nas uporabljamo Kawasakijev proizvodni sistem (KPS)," poroča JC Watts, vodja tehnične skupine za kontrolo kakovosti v tovarni v Maryvilleu. "Čeprav ima naša proizvodnja opravka z majhnimi količinami najrazličnejših izdelkov, so naše zahteve glede kakovosti in tehnike primerljive z najstrožjimi v avtomobilski industriji." V tovarni je 50 proizvodnih linij, ki so običajno urejene v obliki črke U, tako da si prvi in zadnji stroj stojita nasproti. Watts nadaljuje: "Večinoma gre za proizvodnjo izdelkov v enem samem primerku, ki potuje z visoko hitrostjo skozi različne procese obdelave." Kawasaki je z integracijo svojih robotov avtomatiziral večino operacij ulivanja in nekaj operacij obdelave z odrezavanjem. Roboti na eni od linij za obdelavo ohišij motorjev nalagajo surovce in razkladajo končane izdelke, ki gredo nato v zalogo za montažo. V tovarni obdelujejo aluminij, železovo litino in jeklo.
"Uporabljamo podobne tolerance kot proizvajalci avtomobilskih prenosnikov moči pri svojih izdelkih visokega razreda, imamo štiri ali pet kritičnih procesov za aluminijaste dele, ter 15 takšnih procesov za jeklene dele," doda Watts. Nič nenavadnega niso tolerance oblike velikostnega reda nekaj mikronov in tolerance položaja 0,05 mm.
Laboratorij za kontrolo kakovosti je odgovoren za pregledovanje 125 različnih delov iz masovne proizvodnje, delov dobaviteljev in razvojnih komponent. Laboratorij z nadzorovanim okoljem se nahaja zraven proizvodnih linij, dele za rutinsko kontrolo pa pripeljejo v laboratorij na vozičkih ali z vlakcem (električnim vozilom, ki vleče več vozičkov). Kritične komponente prinesejo na prednostno kontrolo tudi ročno, npr. ob menjavi izdelka na liniji ali ko operater zazna težave.
Prednost 5-osnega skeniranja
"Ko sem začel delati tukaj, smo imeli par 3-osnih KMS z zglobnimi glavami PH10 in merilnimi glavami SP25, in še en KMS s fiksno merilno glavo," se spominja Watts. "Zelo nas je motilo, da smo morali sestavljati konfiguracije merilnih glav in da so bile naše možnosti omejene celo z zglobnimi glavami. Imeli smo toliko različnih konfiguracij merilnih glav, da so časi umerjanja od šest do sedem ur ogrožali tudi produktivnost naše kontrole. Želeli smo preseči to, kar je v naši industriji veljalo za normalno, zato smo pretehtali več različnih možnosti in med njimi izbrali najhitrejšo in najbolj fleksibilno: 5-osni sistem REVO. Ta sistem je bil najboljša rešitev za naše zahteve."
Kawasaki je leta 2009 kupil nov koordinatni merilni sistem Mitutoyo Crysta-Apex 121210 s tovarniško nameščenim sistemom REVO. Ko so stroj zagnali in ga opremili z vsemi programi za izdelavo delov, mu je leto pozneje sledil še en identičen stroj.
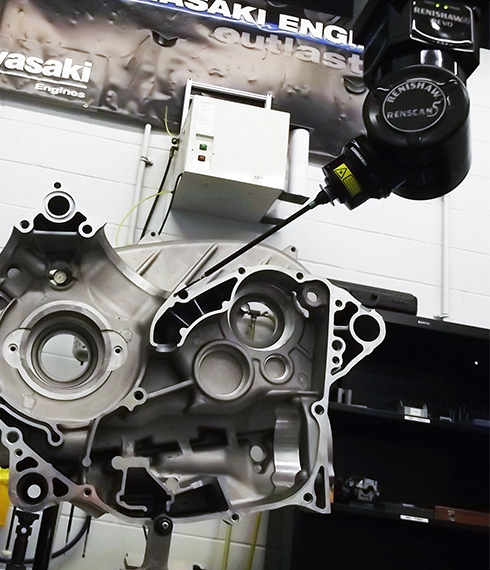
5-osna skenirna merilna glava REVO lahko vsako sekundo zbere 6.000 podatkovnih točk. Zasnovana je za visokohitrostne natančne meritve kontur in kompleksnih geometrij, ki zahtevajo ogromno količino podatkov za natančno validacijo prilega in oblike. REVO ima dve vrtilni osi za brezstopenjsko vrtenje in pozicioniranje, eno v vertikalni in eno v horizontalni ravnini. Petosna programska oprema upravlja z merilno glavo in sinhronizira njeno gibanje z linearnimi osmi KMS. Algoritmi s funkcijami predvidevanja koordinirajo zvezno gibanje merilne glave in KMS. Položaj glave se prilagaja med gibanjem in vzdržuje stik konice tipala s spreminjajočo se konturo pri hitrostih skeniranja do 500 mm/s.
"Čeprav smo imeli glave SP25, ki so glave za skeniranje, je bilo 95 odstotkov vseh meritev izvedenih na dotik, ker je bilo skeniranje s 3-osnim KMS enostavno prepočasno," pojasnjuje Watts. "Naši valji in izvrtine za ročično gred so verjetno najboljši primer situacij, kjer merjenje s proženjem na dotik enostavno ne ustreza. Merilna glava je za natančno zbiranje zadostnega števila podatkovnih točk za določitev geometrije izvrtine premera 80-100 mm in globine 150 mm porabila toliko časa, da smo kontrole izvajali samo še po pripravi stroja ali na posebno zahtevo našega konstrukcijskega oddelka. REVO zdaj na vsakem ohišju, ki ga izmerimo, opravi spiralni sken izvrtin, vrednosti pa se pošljejo v programsko opremo. Grafe podatkovnih točk tudi hranimo v omrežju, kjer lahko do njih dostopa kdorkoli iz kontrole kakovosti, razvoja ali proizvodnje, s čimer si resnično olajšamo odpravljanje napak. Vsako težavo si lahko VIZUALIZIRAMO. Kar nam je z glavo SP25 vzelo 3-4 minute, lahko s sistemom REVO izmerimo v 10 sekundah." Skenirne glave REVO so domala povsem odpravile potrebo po merjenju s proženjem na dotik. Skeniranje je zdaj vključeno kar pri 95 odstotkih vseh kontrol, brez "časovnih penalov" kot včasih. Kawasaki lahko zdaj zbere tako množino podatkov, da so včasih postavljeni na preizkušnjo tudi računalniki, ki izvajajo analize. Merilna glava REVO lahko meri z otipavanjem glave, ali pa se uporablja za tradicionalno merjenje s proženjem na dotik, ko je to potrebno.
"Naši ljudje v proizvodnji in razvoju imajo veliko več zaupanja v podatke kontrole, zbrane s skeniranjem," doda Watts. "Če vzorčite samo sedem ali osem točk, se pri merjenju s proženjem na dotik zlahka zgodi, da en sam delček umazanije povzroči napako neustrezne okroglosti. Pride lahko tudi do premika položaja kroga. Imamo tudi posebne dokumentirane primere napak ravnosti in geometrij izvrtin za valje, ki jih z merjenjem na dotik ne bi mogli zaznati zaradi količine podatkov, zbranih z dotikalno merilno glavo. Te napake smo sicer odkrili še preden so izdelki zapustili tovarno, vendar smo izdelke morali zavreči. Zaradi zmožnosti skeniranja sistema REVO lahko napake oblike ujamemo bistveno hitreje, ne da bi zato morali podaljšati čas kontrole. Vsekakor smo prav zaradi njega postali bolj proaktivni pri zgodnjem odkrivanju težav s kakovostjo."
Zaradi zmožnosti skeniranja sistema REVO lahko napake oblike ujamemo bistveno hitreje, ne da bi zato morali podaljšati čas kontrole. Vsekakor smo prav zaradi njega postali bolj proaktivni pri zgodnjem odkrivanju težav s kakovostjo."
Kawasaki (ZDA)
Manj konfiguracij merilne glave, večja fleksibilnost
Tovarna v Maryvilleu ima s sistemom REVO zdaj dve konfiguraciji merilnih glav, s katerimi izmerijo vse dele za masovno proizvodnjo, merilne glave po meri na nosilcu za menjavo pa so rezervirane samo za nekaj posebnih aplikacij. Posebne konfiguracije za dele zunanjih dobaviteljev so odpravili, saj možnost brezstopenjskega pozicioniranja sistema REVO dopušča merjenje izdelkov brez posebnih vpenjal in premišljevanja, katero merilno glavo uporabiti. Čas umerjanja pri tako majhnem številu merilnih glav se je skrajšal na približno 46 minut. Tehniki kontrole kakovosti lahko zdaj umerjanje le nadzorujejo in jim ga ni več treba izvajati pred vsako izmeno.
"Vse komponente za masovno proizvodnjo lahko zdaj premerimo samo z dvema konfiguracijama merilnih glav," je zadovoljen Watts. "Zaradi velikega dostopnega kota med tipalom sistema REVO in obdelovancem smo lahko odpravili konfiguracije tipal z veliko kroglico. Dostopni kot se ohranja med skeniranjem z glavo REVO, zato lahko velike značilnosti valjaste oblike, kot so izvrtine valjev, merimo z istimi tipali kot 5-milimetrske izvrtine, brez nevarnosti udarcev v steblo tipala."
Pri Kawasakiju zaradi fleksibilnosti sistema REVO prihranijo veliko časa. "Katerikoli del lahko premerimo na enem ali drugem stroju brez dodatnega dela z vpenjali in posebnega umerjanja," pove Watts. "Vse naše dele merimo na treh vrstah vpenjal. Merilna glava REVO se po začetni poravnavi orientira po merjencu. Uporabo posebnih vpenjal smo večinoma odpravili, ne da bi nas morale skrbeti merilne napake zaradi poravnave delov."
Kawasaki programira vse kontrolne rutine v lastni hiši s pomočjo programske opreme Mitutoyo Mcosmos 3.1. Nadgradnja na sistem REVO je sprožila premik k parametričnemu in modularnemu programiranju kontrolnih rutin, pri čemer programsko kodo razvijajo sami. Programe je tako mogoče uporabiti za vso družino delov. "Kot primer naj povem, da pri nas izdelujemo vsaj 30 različnih ročičnih gredi, ker pa imajo vse enake značilnosti, le na različnih mestih in različnih dimenzij, lahko z istim kontrolnim programom izmerimo vseh 30," zatrdi Watts. "To je za nas velika prednost." Brezstopenjska nastavitev kota pri sistemu REVO omogoča enostavno ustvarjanje parametričnih programov, saj ni nevarnosti trka tipala z delom zaradi velikosti ali usmeritve značilnosti. Merilna glava se za enostavnejše programiranje samodejno postavi v položaj pravokotno glede na merjeno značilnost.

Hitrejša kontrola, boljši podatki iz kontrole kakovosti v razvoj
Watts je prepričan, da prehod iz 3-osnega na 5-osno programiranje ni težaven, programerji z omejenim znanjem pa lahko še vedno programirajo sistem REVO za 3-osno kontrolo. Za optimalno hitrost kontrole pa je ključno, da se v kar največji meri izkoristi tudi gibanje merilne glave. "Tako lahko najhitreje poskeniramo komponente, ne da bi povzročili merilne napake," doda. "REVO odpira številne priložnosti in postavlja le malo omejitev, zato lahko hitrost dela povečajo vsi programerji, tisti bolj in tisti manj izkušeni."
Rezultati kontrole se lahko na proizvodne linije prenašajo ročno, ali pa operaterji strojev do njih dostopajo prek računalniškega omrežja. "Podatki o odmikih na nekaterih kontrolnih poročilih so prikazani v koordinatnem sistemu obdelovalnih centrov, da jih lahko operaterji KMS-strojev neposredno odčitajo s poročila in ne more priti do pomot pri vnašanju," nadaljuje Watts. "Uporabljamo tudi nekaj algoritmov za iskanje najboljšega prilega in sodelujemo z našimi proizvodnimi inženirji, zlasti pri delih, kjer so za prilagoditve procesov potrebni kompleksnejši algoritmi, in za sočasno prilagoditev več procesov. Pred uvedbo sistema REVO so bile naše možnosti omejene, zdaj pa lahko z uporabo parametričnega programiranja enostavneje povečujemo naše zmogljivosti na vseh ravneh."
Watts je prepričan, da je petosno skeniranje na KMS v tovarni v Maryvilleu spremenilo pravila igre v kontroli kakovosti, tako v hitrosti, kakovosti podatkov kot v zmogljivosti kontrole. "Velika pridobitev je, da imamo dva stroja, ki sta popolnoma odveč, kar pomeni, da lahko v primeru okvare ali med umerjanjem enega stroja kritične dele brez težav izmerimo na drugem stroju. Za nas v laboratoriju za kontrolo kakovosti je to velika prednost, saj smo pred tem bili mi tisti, ki smo v nujnih primerih morali izmeriti velike dele na majhnem KMS, ali pa se je zgodilo, da je merjena komponenta zahtevala nenavaden dostopni kot merilne glave, ki ga stroj ni dopuščal. Iz oddelka za raziskave in razvoj smo redno dobivali zahteve po meritvah določenih geometrij, ki jih je bilo v dodeljenem času enostavno nemogoče izpeljati. Zdaj do podatkov pridemo veliko hitreje, in ker jih dobimo s skeniranjem, jim ljudje tudi bolj zaupajo. Ob surovi hitrosti kontrole užijemo tudi očitne postranske prednosti: večjo fleksibilnost, manj vpenjal, možnost merjenja oblik in parametrično programiranje."
Dva KMS s sistemom REVO v Maryvilleu sta do zdaj premerila že več kot 50.000 komponent, Watts pa poroča tudi o načrtih za razširitev uporabe sistema REVO na kontrolo zobnikov in dviga dročnikov, če se bo to izkazalo za smiselno. "Razvili smo svoj algoritem in podrutino za našo programsko opremo za merjenje dviga dročnikov. Zaradi kota merilne glave, potrebnega za merjenje dviga na odmikačih, bi bilo to brez sistema REVO zelo težko."
Renishaw ima avtorske pravice do vseh slik in besedila