Sprawdzanie łopatek turbiny szybsze o 50%
Sprawdzanie krytycznych wymiarów złożonych, skomplikowanych, przedmiotów produkowanych wielkoseryjnie może być trudne i czasochłonne, szczególnie gdy trzeba kontrolować 100% wyprodukowanych elementów.
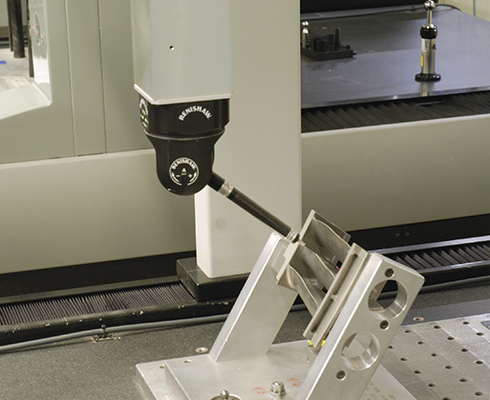
Europea Microfusioni Aerospaziali — producent łopatek turbin, z siedzibą w Morra De Sanctis niedaleko Avellino we Włoszech — przeprowadza te kontrole przy użyciu 5-osiowej głowicy pomiarowej PH20 firmy Renishaw. W porównaniu z systemem 3-osiowym, czas cyklu skrócono nawet o 50%.
Dodatkowe informacje
Europea Microfusioni Aerospaziali (EMA) wchodzi w skład grupy Rolls-Royce, światowego lidera w produkcji systemów napędowych do samolotów cywilnych i wojskowych, statków, łodzi podwodnych i turbin do przemysłowej produkcji energii.
Firma Europea Microfusioni Aerospaziali posiada w Morra De Sanctis zakład o powierzchni 20 000 m2. Produkuje w nim precyzyjne łopatki z specjalnych stopów, do części stałej i wirującej turbin lotniczych, dla sekcjach wysokiego, średniego i niskiego ciśnienia, stosowanych zarówno w zastosowaniach cywilnych, jak i wojskowych. Firma produkuje również łopatki do turbin przemysłowych wykorzystywanych do wytwarzania energii elektrycznej.
Ponad dwie trzecie produkcji EMA jest przeznaczone dla prestiżowych klientów w przemyśle lotniczym we Włoszech i na całym świecie, w tym dla spółki matki Rolls-Royce, AgustaWestland, Ansaldo Energia, Avio, Turbocare, Siemens, MAN i Snecma. Około 25% samolotów wojskowych na świecie jest wuposażonych w silniki Rolls-Royce, w których wielu zastosowano produkty EMA.

Od momentu wprowadzenia głowicy pomiarowej PH20 firmy Renishaw można znacząco skrócić zarówno czas pomiarów, jak i liczbę wymian trzpieni pomiarowych wykonywanych w trakcie cyklu sterowania. Zastosowanie oprogramowania MODUS™ pozwoliło również na skrócenie czasu programowania i jego optymalizację. Udało nam się skrócić czas cyklu o 30 do 50%, a w niektórych przypadkach nawet o więcej.
Europea Microfusioni Aerospaziali (Włochy)
Wyzwanie
Łopatki turbin i silników lotniczych produkuje się z nadstopów odpornych na działanie bardzo wysokich temperatur i ciśnienia. Ich kształty są zazwyczaj złożone, aby zmaksymalizować parametry robocze oraz zmniejszyć naprężenia i zmęczenie. Produkuje się je jednak przy użyciu jednej z najstarszych znanych ludzkości technik wytwarzania — odlewania.
EMA udoskonaliła szeroki zakres technologii mikro-odlewania, w tym również tych stosowanych do produkcji łopatek z aluminium monokrystalicznego. Firma specjalizuje się również w procesie mikroodlewania metodą wosku traconego, który rozpoczyna się od tworzenia modeli woskowych uzyskanych z form metalowych.
Modele woskowe następnie pokrywa się materiałem ceramicznym, który jest odporny na działanie wysokiej temperatury. Wosk jest usuwany, a powłoka ceramiczna tworzy formę dla nadstopu. Po zestaleniu i schłodzeniu odlewane elementy poddaje się obróbce cieplnej i wykańczającej. Sprawdza się dokładność wymiarową, jak również integralność strukturalną wszystkich elementów za pomocą ultradźwięków, RTG i badania penetracyjnego.
Zaprojektowanie wydajnego procesu kontroli dokładności wymiarowej łopatek turbin i silników lotniczych stanowi wyzwanie ze względu na złożoną geometrię elementów i wymóg sprawdzania każdej z nich.
Rozwiązanie
Inż. Vittorio Caggiano, kierownik ds. kontroli jakości: „Musieliśmy znaleźć rozwiązanie, które pozwoliłoby nam na poprawę efektywności procesu weryfikacji wymiarowej pod względem ilości części mierzonych w jednostce czasu”.
W tym celu firma może podjąć decyzję o zainwestowaniu w nowe przyrządy pomiarowe lub skróceniu czasu cyklu pomiarowego, zwiększając tym samym wydajność posiadanych już przyrządów pomiarowych.
„Jeszcze kilka lat temu nasze maszyny współrzędnościowe współpracowały z 3-osiowymi głowicami indeksowanymi PH10, które miały jednak pewne ograniczenia, zarówno pod względem zakresu przemieszczeń, jak i czasu wymiany trzpieni pomiarowych”, mówi inż. Caggiano. Te ograniczenia wynikały ze złożoności części, co wiązało się z wielokrotną wymianą trzpieni pomiarowych w każdym cyklu pomiarowym.
„Ściśle współpracowaliśmy z technikami firmy Renishaw, aby znaleźć lepsze rozwiązanie. Wysłaliśmy również nasze części do zakładu Renishaw w Turynie w celu przeprowadzenia testów pomiarowych. Po tych testach doszliśmy do wniosku, że najlepszym rozwiązaniem byłaby inwestycja w nowe, bardziej elastyczne i wydajne 5-osiowe głowice pomiarowe PH20, a także w oprogramowanie pomiarowe MODUS. Firma Renishaw przystosowała nowe sondy pomiarowe do posiadanych przez nas maszyn współrzędnościowych i utworzyła pięćdziesiąt programów pomiarowych napisanych przez pracowników Renishaw SpA w trakcie naszego szkolenia”.
Wyniki
„Wynik końcowy jest niezwykle zadowalający”, dodaje Maurizio Rullo, programista maszyn współrzędnościowych. „Od momentu wprowadzenia głowicy pomiarowej PH20 firmy Renishaw można znacząco skrócić zarówno czas pomiarów, jak i liczbę wymian trzpieni pomiarowych wykonywanych w trakcie cyklu sterowania. Zastosowanie oprogramowania MODUS pozwoliło również na skrócenie czasu programowania i jego optymalizację. Udało nam się skrócić czas cyklu o 30 do 50%, a w niektórych przypadkach nawet o więcej!”
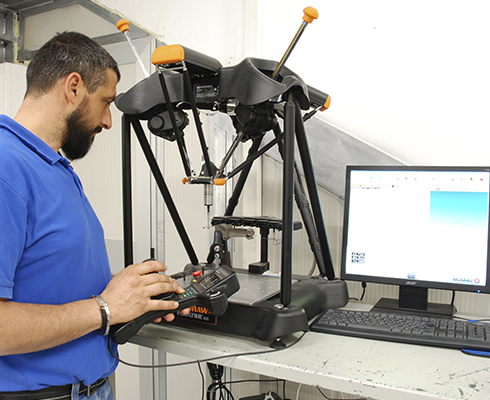
Firma EMA zainwestowała także w elastyczny sprawdzian Equator™ firmy Renishaw, który umożliwia szybkie i efektywne kontrolowanie geometrii i kształtu części w trakcie produkcji wielkoseryjnej.
„Dzięki sprawdzianowi Equator firmy Renishaw mogliśmy połączyć wszystkie niezbędne kontrole niektórych części, które wcześniej przeprowadzaliśmy przy użyciu przyrządów do pomiarów wielokrotnych. W rezultacie znacząco skróciliśmy czas kontroli części produkowanych w dużych ilościach”, podsumowuje pan Rullo.
Sonda PH20 i oprogramowanie MODUS firmy Renishaw
Wyjątkowa konstrukcja głowicy PH20 umożliwia zbieranie punktów pomiarowych tylko poprzez przemieszczenia kątowe głowicy, a nie elementów ruchomych maszyny współrzędnościowej. Wykorzystując jedynie szybkie ruchy obrotowe głowicy, dane są zbierane szybciej i z większą dokładnością oraz powtarzalnością. Ponadto, ruch w pięciu osiach eliminuje konieczność przeznaczania czasu na indeksowanie głowicy.
Możliwości nieograniczonego pozycjonowania kątowego głowicy PH20 zapewniają optymalny dostęp, minimalizując tym samym potrzebę zmiany trzpieni pomiarowych. Równoczesne przemieszczanie w pięciu osiach umożliwia dokonywanie pomiarów większych części na maszynie współrzędnościowej poprzez zminimalizowanie przestrzeni niezbędnej dla ruchu głowicy. Oprogramowanie umożliwia automatyczne przyporządkowanie PH20 do układu współrzędnych przedmiotu, eliminując zagrożenie kolizjami trzpieni pomiarowych oraz potrzebę zastosowania precyzyjnych mocowań.
Unikatowa technika kalibracji opracowana dla sondy PH20, określa orientację głowicy oraz pozycję sondy podczas jednej operacji, umożliwiając tym samym prowadzenie dalszych pomiarów dla dowolnej orientacji kątowej głowicy.
Głowica PH20 umożliwia automatyczne przyporządkowanie z układem współrzędnych roboczych, eliminując zagrożenie kolizjami trzpieni pomiarowych oraz potrzebę zastosowania złożonych mocowań.
Szybki system kalibracyjny określa orientację głowicy i sondy w jednej operacji i umożliwia wykonywanie pomiarów pod każdym kątem.
Dzięki oprogramowaniu pomiarowemu MODUS uproszczono złożone pomiary i programowanie cykli pomiarowych. Pakiet umożliwia tworzenie zaawansowanych programów w trybie offline bezpośrednio z modelu CAD, z funkcjami symulacji, wykrywania kolizji oraz sterowania ruchem sondy. Dzięki temu można zminimalizować czas przestoju maszyny. Do maszyny docierają gotowe do użycia programy, a czas ich testowania zredukowano do minimum lub całkowicie wyeliminowano.

Na podstawie oryginalnej historii Ernesto Imperio (Tecnologie Meccaniche)

