Producent części silników samolotowych, Meyer Tool, "łagodzi" koszty sprzętowego porównywania charakterystyk geometrycznych przedmiotów dzięki zastosowaniu komparatora Equator™ sterowanego programowo
Użytkując w swoich zakładach ponad 100 sprawdzianów, z których każdy kosztuje 10–20 000 USD, firma Meyer Tool oczekuje, że Equator znacząco obniży ponoszone koszty.
Uniwersalny sprawdzian produkcyjny firmy Renishaw zastosowany do kontroli części na linii produkcyjnej, już teraz zapewnia obniżanie kosztów stosowania licznych dedykowanych sprawdzianów u producenta części silników lotniczych, w firmie Meyer Tool z Cincinnati w stanie Ohio, USA. Firma Meyer Tool co roku ponosi ogromne koszty związane z projektowaniem, produkcją i serwisowaniem dziesiątków dedykowanych sprawdzianów wykorzystywanych w procesie produkcyjnym. Jeden sprawdzian Equator firmy Renishaw, w próbnym zastosowaniu, wyeliminował przynajmniej cztery kosztowne sprawdziany dedykowane potrzebne na nowej linii produkcyjnej.
„I jest to tylko początek korzyści, jakich firma spodziewa się w związku z jej zasobami dedykowanych sprawdzianów. Koszt zaprojektowania, wyprodukowania i serwisowania pojedynczego sprawdzianu może wynieść nawet 20 000 USD”, stwierdza Beau Easton, kierownik działu kontroli jakości, „a zmiany konstrukcyjne mogą skutkować wydatkiem dodatkowych 3000–10 000 USD na ponowne skonfigurowanie i skalibrowanie istniejącego sprawdzianu”.
Obniżanie kosztów sprawdzianów dedykowanych
W przypadku kontroli części w toku procesu produkcyjnego, firma stosuje głównie stykowe sprawdziany wykorzystujące cyfrowe czujniki przemieszczeń liniowych. Sprawdziany dedykowane stosowane na linii produkcyjnej zapewniają szybką informację zwrotną, lecz są niezwykle kosztowne. Zaprojektowanie i wyprodukowanie gniazda pod konkretną część może kosztować 6000 $, plus czujniki po 500 $ każdy, prace testowe oraz konserwacja, wyjaśnia Easton. „W przypadku produkcji kompletnej dyszy potrzebnych może być sześć do dziesięciu zamocowań, każde z sześcioma do dwudziestu sond, a w razie zmiany elementu lub tolerancji, trzeba dodać czas na zmianę komparatora oraz jego skalibrowanie.”
Po obejrzeniu pokazu komparatora Equator firmy Renishaw i usłyszeniu oferty okresu próbnej eksploatacji, Easton oraz kierownik działu statystyki Bridget Nolan przyznali, że od razu zauważyli jego potencjał. „Wciągnęło nas przedstawienie systemu przez firmę Renishaw i dostarczyliśmy części. Renishaw zaprogramowała je, a wyniki odpowiadały wynikom z naszej maszyny współrzędnościowej (CMM)”, mówi Nolan, której grupa ustawia, konserwuje i programuje komparatory, zamocowania i przyrządy w firmie.
Powtarzalne pomiary porównawcze
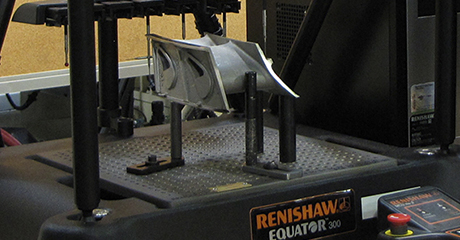
Chociaż system Equator wygląda niezwykle, stosuje metodę porównywania z wzorcem i metodę pomiarową znaną każdemu, kto używa specjalizowanych systemów porównywania charakterystyk geometrycznych. Przedmiot wzorcowy z elementami o znanych wymiarach służy do „zerowania” systemu, a wszystkie kolejne pomiary są porównywane z tym przedmiotem. Najważniejszą cechą systemu Equator jest mechanizm z równoległym układem kinematycznym, charakteryzujący się wysoką powtarzalnością i innowacyjną metodą kontroli części.
Mechanizm ten jest lekki, umożliwia szybkie przemieszczenia, lecz mimo to jest sztywny i powtarzalny. W systemie stosuje się sondy elektrostykowe i skanujące, trzpienie pomiarowe i zasobniki do wymiany trzpieni oraz oprogramowanie firmy Renishaw do programowania MODUS™ Equator. Jeden sprawdzian Equator może zastąpić trzy do pięciu kosztownych komparatorów sprzętowych w gnieździe produkcyjnym firmy Meyer Tool – a sprawdzianu Equator można używać do pomiarów innych przedmiotów z czasem przełączania pomiędzy nimi rzędu kilku minut, a także można go przeprogramowywać na wiele innych przedmiotów w ciągu jego okresu przydatności do użytkowania.




Przydzielony do gniazda odchudzonej produkcji
System Equator jest obecnie przydzielony do gniazda obróbkowego odchudzonej produkcji na hali firmy Meyer Tool. Demonstrując swe możliwości przystosowawcze, integruje się z systemem Orion SPC firmy Meyer, zachowując znajomy wygląd dla operatorów obrabiarek i skracając krzywą postępów w nauce. System Orion komunikuje się z oprogramowaniem MODUS systemu Equator, prezentując operatorowi wyniki w postaci danych wymiarowych, wykresów SPC, itd., które umożliwiają mu określenie sterowania CNC. „Trzeba pamiętać, że operator widzi zmienne dane i może porównać bieżący przedmiot z ostatnimi pomiarami, nie jest to więc tylko wynik typu sprawdzenia zaliczonego/niezaliczonego”, wyjaśnia Nolan. Przedmiot musi spełniać tolerancje ±0,001 do ±0,003 cala. Czas sprawdzenia zmienia się w zależności od przedmiotu, lecz zwykle wynosi dwie do sześciu minut, co odpowiada czasowi TAKT gniazda, zatem system z łatwością dotrzymuje kroku operacjom obróbki.
„Wykonujemy już pomiary porównawcze pięciu przedmiotów dla dwóch różnych programów silników, mamy więc wiele skalibrowanych płyt bazowych dla ustawienia systemu Equator”, mówi Nolan. „Staramy się połączyć jak najwięcej operacji wykonywanych na jednej płycie, aby ograniczyć liczbę kalibracji, a obecnie pracujemy nad jedną płytą, która będzie łączyć w sobie trzy płyty bazowe. Za pomocą sond stykowych wykonujemy pomiary wielkości geometrycznych i tolerancji (GD&T), wrębów, średnic otworów, profilów, bicia oraz innych elementów, aczkolwiek wdrażamy skanowanie stykowe przy użyciu sondy SP25M. Posiadamy zasobnik wymiany trzpieni pomiarowych i stosujemy przynajmniej cztery różne trzpienie — często są to trzpienie gwiazdowe — wyeliminowanie konieczności ponownej kalibracji przy każdej zmianie jest bardzo wygodne”, mówi Nolan.
Identyfikowalny pomiar
Pomiary wykonywane przy użyciu systemu Equator w firmie Meyer Tool są skorelowane z pomiarami z maszyny współrzędnościowej, dzięki stosowaniu przedmiotu wzorcowego skalibrowanego na maszynie współrzędnościowej. „Przedmiot wzorcowy określa wartości, jakich system Equator spodziewa się znaleźć w obrębie swej przestrzeni pomiarowej, natomiast oprogramowanie automatycznie stosuje wartości kompensacji względem wartości nominalnych z maszyny współrzędnościowej. Musi występować zgodność na poziomie 10 procent dopuszczalnej tolerancji względem wartości nominalnej”, wyjaśnia Nolan. Nie występuje potrzeba ponownego porównania z wzorcem po każdej zmianie przedmiotu, firma Meyer podjęła decyzję, że ponowne porównanie z przedmiotem wzorcowym będzie wykonywane z cyklem 3 godzin, aby kompensować zmiany temperatury w zakładzie.
System Equator przechowuje w pamięci wartości dla przedmiotu wzorcowego oraz wyniki oceny, możemy więc dokonywać przełączeń przedmiotów stosownie do potrzeb w ramach tego 3-godzinnego okienka czasowego i nie musimy wykonywać ponownego porównania z wzorcem.
Meyer Tool (Stany Zjednoczone)
Siłą napędową firmy Meyer Tool jest jakość
Firma Meyer Tool jest wiodącym, amerykańskim producentem części do gorącej sekcji silników odrzutowych dla producentów wyposażenia oryginalnego branży lotniczej i kosmonautycznej, zatrudniającym ponad 1000 pracowników w dziesięciu lokalizacjach. W siedzibie głównej w Cincinnati (jest to jeden z dziesięciu największych prywatnych pracodawców w tym mieście) specjalizują się w produkcji nowych części, natomiast w niektórych innych zakładach firmy Meyer wykonuje się remonty i przeglądy dla producentów wyposażenia oryginalnego. Głównym materiałem przedmiotów obrabianych są superstopy na bazie niklu i kobalt-chromu.
Dysponując blisko 500 szybkimi drążarkami EDM (obróbki elektroiskrowej), Meyer Tool jest największym w Północnej Ameryce producentem stosującym urządzenia EDM. Maszyny te uzupełnia park 45 stanowisk szlifierskich, ponad 300 konwencjonalnych urządzeń ram EDM, plus 3- i 5-osiowe centra obróbkowe. Firma drąży metodą elektroiskrową ponad 1,75 miliona otworów dziennie, a jeden zablokowany otwór spośród setek mogących spowodować awarię łopatek wysokiego ciśnienia w zastosowaniach wojskowych czyni z firmy Meyer Tool fanatyka jakości.
Firma zatrudnia 10-15 inżynierów kontroli jakości, ośmiu posiadaczy czarnych pasów oraz pięcioosobowy zespół SPC. „Wdrażanie zasad produkcji odchudzonej zaczęliśmy ponad 10 lat temu, a następnie przystąpiliśmy do programu uzyskania certyfikatu AS9100”, mówi Easton. „Ta inwestycja również spłaciła się. Nasza wydajność poprawnej obróbki za pierwszym razem za styczeń 2011 roku wynosi 98,9 procent – oznacza to obróbkę za pierwszym razem bez niezgodności lub odrzuceń”.
Można było to osiągnąć dzięki „wprowadzeniu” sprzężenia zwrotnego w czasie rzeczywistym na znacznie wyższy poziom, dodaje. Podstawą informacyjną systemu pomiarów porównawczych, SPC i kontroli jakości firmy jest jej własne oprogramowanie Orion i stacje robocze, sprzedawane na rynku przez jej filię, Sigma Technology Services. Wszystkie części są kontrolowane w 100 procentach z zastosowaniem różnych metod, w tym między innymi skanowania laserowego i stykowych sond pomiarowych na maszynach współrzędnościowych, kontroli na 5-osiowych wizyjnych maszynach współrzędnościowych, pomiarów radiometrycznych oraz skanowania trajektorii przepływu, z których wszystkie tworzą sieć połączeń z systemem Orion. Służy on jako wspólny interfejs operatora w systemach pomiarowych.
System Orion zarządza programami pomiarowymi, wynikami oraz danymi SPC. Kiedy operator zakończy operację na danym przedmiocie, jego numer seryjny zostaje zeskanowany do systemu, wykonywane są pomiary przedmiotu, a operator może natychmiast przejrzeć wyniki i porównać je z 35 ostatnimi podobnymi przedmiotami, których pomiary zostały wykonane. „Możesz wprowadzić numer seryjny przedmiotu na dowolnym terminalu w naszym zakładzie i przejrzeć dane pomiarowe tego przedmiotu”, mówi Easton. „Te informacje pozostają razem z przedmiotem. Przed wysłaniem przedmiotu wszystkie dane kontroli są sprawdzane pod względem zaliczenia wszystkich punktów testu, a niezaliczenie dowolnego punktu powoduje usunięcie przedmiotu, dopóki nie zaliczy wszystkich punktów testu. Klienci wiedzą o tym, że nasza wartość ppm „odrzutów” jest prawie zerowa.”
„Programowe” rozwiązanie kwestii kosztów komparatorów sprzętowych
Użytkując w swoich zakładach ponad 100 komparatorów sprzętowych, z których każdy kosztuje 10–20000 USD, firma Meyer Tool ma świadomość potencjalnych korzyści w sferze kosztów, wynikających ze stosowania elastycznego, sterowanego programem systemu porównawczych pomiarów charakterystyk geometrycznych. „Dzięki systemowi Equator stale poszerzamy naszą wiedzę i możliwości, ale spodziewamy się, że spowoduje on ostateczne wyeliminowanie znacznej części naszego nakładu kosztów ponoszonych na komparatory sprzętowe”, dodaje Easton.