Renishaw AM produce rapidamente i componenti per Ferrari F1
Articolo originale di O. Moda (Tecnologie Meccaniche)
Ferrari è leggenda, mito, tecnologia italiana con le ruote. Ed è anche l'unico marchio presente da sempre in Formula 1, l'Olimpo dei motori e dello sport automobilistico. Scuderia Ferrari non ha mai saltato una stagione, l'unica per lungo tempo a produrre tutti i componenti della vettura, l'unica a suscitare emozioni che vanno ben al di là del fatto sportivo. Gli appassionati colgono l'aspetto emotivo delle gare, i sorpassi sul filo dei 300 all'ora, la bravura di tutto il team che compie miracoli come cambiare 4 gomme in 2 secondi… poi dietro tutto questo ci sono tante, tantissime altre persone che lavorano con passione e dedizione, che si impegnano per cercare la modifica, la miglioria che possa fare guadagnare un battito di ciglia al giro, che possa dare un vantaggio, anche se minimo, al pilota. Si tratta di una ricerca esasperata, forse la più esasperata esistente al mondo, paragonabile solo al settore spaziale. In questa ricerca tutto, e si intende davvero tutto, è messo in continua discussione, in ottica di miglioramento continuo. E quale cornice migliore per una tecnologia che permette di passare dal progetto all'oggetto senza necessità di step intermedi? Eliminati gli stampi per la fusione, gli attrezzaggi per la lavorazione meccanica, resta solo il pensiero progettuale che si trasforma in pezzo meccanico: questa è la produzione additive in metallo. Entriamo nel vivo e arriviamo in un reparto più simile a una clinica che a un'officina: lavorazione meccanica con pavimento bianco lucido. Qui vengono realizzati concretamente tutti i pezzi che, con le loro modifiche, rappresentano il risultato di lunghi studi. In fondo, in una zona dedicata, le macchine per la produzione additiva.

Le ragioni di una scelta
Viene spontaneo chiedere le motivazioni della scelta delle macchine Renishaw e la risposta è legata alle potenzialità tecnologiche, alla conoscenza dell'affidabilità di tutti i prodotti Renishaw e alla capacità di ascolto e di soluzione di tutte le problematiche che l'inserimento di una nuova tecnologia comporta. La carta vincente di Renishaw non è tanto la semplice proposta di vendita di una macchina quanto la presentazione di una “soluzione a fronte di un problema di produzione”. Una soluzione tesa a ottimizzare il rapporto qualità del pezzo/tempo di produzione, con strettissima collaborazione sia con il personale Renishaw in Italia che con quello della casa madre inglese per ottimizzare le soluzioni e renderle fattibili in tempi brevissimi.
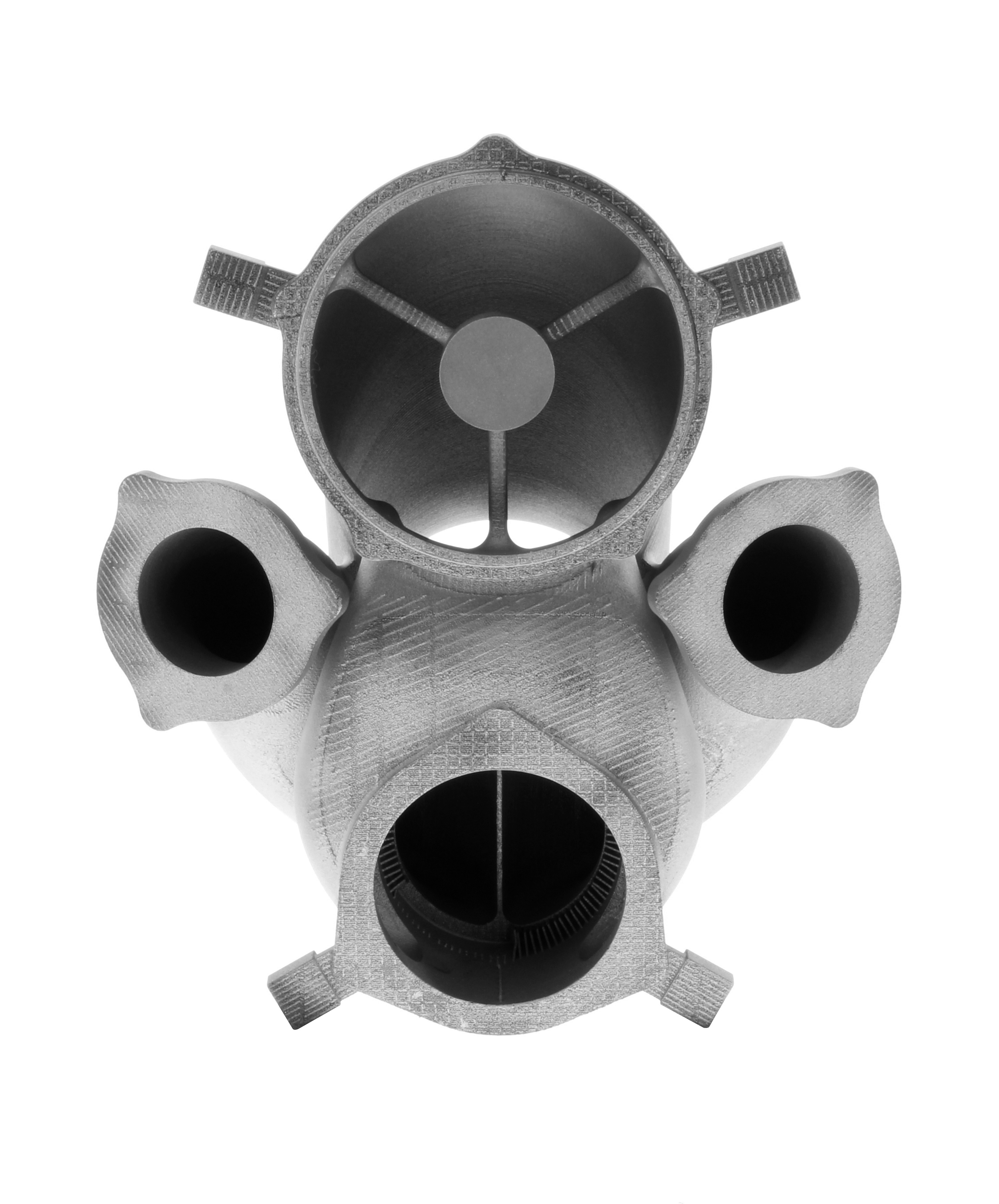
Il particolare prodotto è un pezzo dalla geometria complessa, con pareti molto sottili: come in tutti i componenti F1 la ricercar è orientata al massimo rendimento con il minimo peso possibile. I fattori di “sicurezza” normalmente impiegati in progettazione renderebbero il pezzo più affidabile ma comporterebbero peso in eccesso, la leggerezza ottimale potrebbe portare a fragilità e rotture potenziali assolutamente da evitare. Si tende quindi a un equilibrio delicatissimo che garantisca solo la durata necessaria, al limite, senza un chilometro in più. Questo particolare equipaggia ogni motore e, ovviamente, non si tratta di una produzione standard, ma di un pezzo in continua evoluzione che subisce modifiche alle volte minime o, in altri casi, più sostanziose, che ne rendono impossibile la produzione tramite altre tecnologie. Una modifica, anche piccola, di un pezzo realizzato tramite fusione richiede ovviamente un rifacimento dello stampo, con tempi non compatibili col mondo racing. Un altro elemento chiave è l'esclusivo sistema di trattamento delle polveri (vedi box): nelle macchine Renishaw, infatti, tutto il ciclo di recupero e setacciatura delle polveri inutilizzate avviene in modo sicuro, preservando l'operatore da possibili contatti. Questo esclusivo metodo permette contemporaneamente grande sicurezza e un recupero di oltre il 95% delle polveri non utilizzate. Il processo produttivo di questi particolari è molto lungo, data la complessità e la massa coinvolta. La soluzione Renishaw permette la possibilità di alimentare la macchina con nuova polvere senza fermare la produzione, utilizzando contenitori sigillati. Questo sistema diventa quindi un fattore importantissimo, in quanto rende possibile un processo che dura più giorni senza interruzioni e senza tempi morti. Altro punto a favore della proposta Renishaw è l'ingombro a terra delle macchine: lo spazio occupato dalle macchine Renishaw è infatti circa la metà rispetto ad alter proposte commerciali che offrono una camera di lavoro di pari dimensioni e si sa che lo spazio in produzione non è mai abbastanza. Sì, perché le Renishaw al lavoro nella Scuderia Ferrari fanno produzione, vale a dire non pezzi di prototipazione destinati a essere modello per altre produzioni ma particolari che vengono poi montati direttamente sui motori in gara.
La tecnologia del future
La tecnologia additiva per produrre pezzi in metallo è sicuramente la vera novità di questi ultimi anni e, ovviamente, i primi fruitori sono proprio quelle aziende che hanno criticità nel fattore tempo: tutto il mondo race e in particolare la F1 ne è un esempio lampante. Non è casuale che proprio Scuderia Ferrari abbia dato spazio a questa tecnologia. In fondo l'additive rappresenta la possibilità di realizzare pezzi non producibili con altre tecnologie o, quando realizzabili, con tempi decisamente più lunghi. Questa tecnologia si sta sviluppando molto rapidamente ma, essendo così nuova, manca una letteratura consolidata che fornisca indirizzi precisi sulle caratteristiche dei materiali utilizzati e dei pezzi generati in stampa 3D.
Questo fatto rappresenta sicuramente un limite per una progettazione “completamente” additive, ma la disponibilità Renishaw nel condividere le informazioni e sviluppare con il cliente le soluzioni più performanti colma sicuramente queste mancanze temporanee. I prodotti vengono realizzati utilizzando polveri fuse selettivamente da un laser. Il funzionamento è semplice: la macchina deposita uno strato di polvere del metallo desiderato con uno spessore medio di 50 μ (ma si può arrivare a 20 μ) e il raggio laser agisce nei punti necessari fondendo il metallo. Dopodiché la macchina deposita un altro strato e così via. Lo sviluppo tecnologico consiste appunto nel definire il rapporto migliore tra spessore dello strato, parametri di fusion eccetera in modo da ottenere le caratteristiche di spessore, resistenza, finitura superficiale più vicine all'ottimale. Il processo di fusione delle polveri, per avvenire in modo ottimale, deve essere realizzato in assenza di ossigeno, in atmosfera protetta. Questo perché la fusione potrebbe portare a fenomeni di ossidazione di varia entità: dalla semplice brunitura della zona superficiale alla compromissione delle caratteristiche meccaniche del pezzo, fino ad arrivare all'incendio delle polveri stesse. I gas di protezione possono essere azoto o argon nella generalità dei casi, tranne che per le lavorazioni con titanio e alluminio che, in presenza di azoto, formano nitruri che danneggiano gravemente il comportamento meccanico del pezzo. Renishaw ha rilevato che, utilizzando argon, si ottiene una migliore qualità metallurgica finale e orientato di conseguenza la scelta verso l'uso di questo gas. Da rilevare come la AM 400 sia costruita attorno a una camera a vuoto nella zona di lavoro. Con questa modalità l'aria presente viene eliminata prima della lavorazione e sostituita con argon. Il gas di protezione viene poi fatto circolare e filtrato per garantire la continuità di purezza, con un consume finale di pochi litri l'ora. La differenza per l'utilizzatore rispetto ad altre proposte commerciali che, semplicemente, pompano argon nella camera di lavoro è considerevole.
Per ulteriori informazioni, visita il sito: www.renishaw.it/amguide
