Sonde per l'impostazione e la misura del pezzo su macchine utensili
La nostra nuova serie di sonde per macchine utensili per l'impostazione e l'ispezione dei pezzi migliora l'efficienza dei centri di lavoro e dei torni CNC. Ottimizza le operazioni in officina e incrementa la produttività con le nostre soluzioni di ispezione per macchine utensili.
Le sonde di ispezione per macchine utensili contribuiscono in modo significativo all'aumento della precisione dell'intero processo produttivo. Questi dispositivi di misura di precisione automatizzano l'impostazione dei pezzi, forniscono un controllo in-process e funzionalità di verifica del pezzo.
Renishaw produce una vasta gamma di sonde di ispezione per macchine utensili, in grado di supportare tantissime applicazioni. In base alla tecnologia utilizzata, le nostre sonde possono essere divise in tre categorie: accuratezza standard, alta accuratezza e scansione.

Le sonde a contatto ad accuratezza standard aiutano ad automatizzare le operazioni di impostazione e ispezione dei pezzi di lavoro.

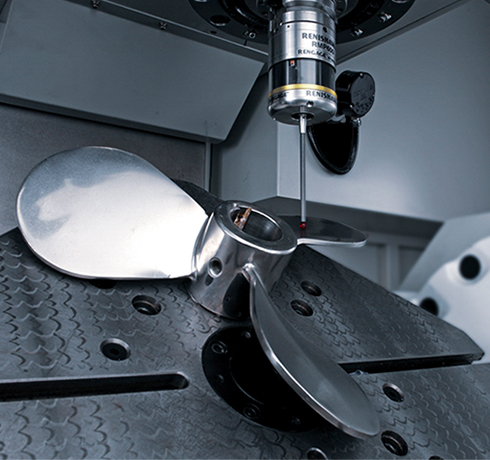
La nostra serie di sonde a contatto ad alta accuratezza offre capacità di misura 3D che non temono paragoni.

Impostazione pezzo ad alta velocità, misure 3D di elementi e forme e monitoraggio delle condizioni della superficie.
Nuove tecnologie
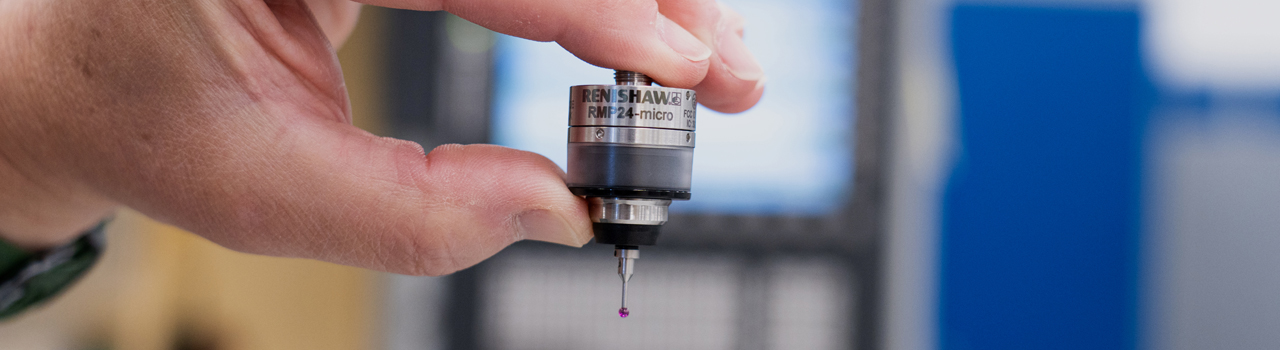
Migliora l'accuratezza e l'efficienza del tuo processo di lavoro con la sonda wireless per macchine utensili più piccola al mondo.
Tecnologie di ispezione
- Le sonde a contatto ad accuratezza standard per CNC sfruttano la disposizione cinematica originale e affidabile delle misure 2D a contatto.
- Le nostre sonde a contatto ad alta accuratezza uniscono disposizione cinematica e tecnologia estensimetrica per garantire la massima accuratezza dei contatti.
- Le sonde di scansione dotate dell'esclusiva tecnologia SPRINT™ permettono di scansionare velocemente dati 3D ad alta densità.
Vantaggi delle ispezioni per macchine utensili
I sistemi di ispezione e misura utensile vengono ampiamente utilizzati nell'industria manifatturiera. Oggi, i controlli CNC di nuova generazione sono dotati di routine standardizzate che semplificano i cicli di ispezione e agevolano la perfetta integrazione delle sonde di ispezione per macchine utensili. Assicurano molti vantaggi importanti, come, ad esempio:
- Migliore controllo qualità. Le sonde di ispezione misurano in modo estremamente preciso e accurato e garantiscono controlli qualità affidabili. I dati raccolti durante il processo di lavorazione possono essere analizzati e utilizzati per ottimizzare i processi e migliorare ulteriormente la qualità.
- Maggiore efficienza. L'introduzione dei processi automatizzati aiuta a ridurre la dipendenza dalle misure manuali e i conseguenti rischi di errore umano. Abbrevia i tempi delle ispezioni e accresce la produttività complessiva.
- Migliore controllo di processo. Grazie al feedback in tempo reale sulle dimensioni dei pezzi e degli elementi, i produttori possono regolare e correggere le operazioni di lavorazione nel caso in cui i pezzi inizino a non rispettare le tolleranze.
- Riduzione dei costi. Il rilevamento precoce delle deviazioni aiuta a evitare che vengano prodotti pezzi difettosi. In questo modo si riducono scarti, rilavorazioni e tutti i costi ad essi associati.
- Maggiore flessibilità. Le sonde di ispezione permettono di ispezionare in modo efficiente pezzi complessi ed elementi difficili da raggiungere, aumentando la flessibilità e ampliando il ventaglio delle capacità produttive.
Non posso credere che mi ci sia voluto così tanto tempo per capire l'importanza dell'ispezione automatica nella mia officina. Ora che so quanto sia accurata e semplice da usare la sonda OMP40-2, difficilmente mi lascerei convincere a utilizzare un prodotto diverso.
Hammond Engineering (Australia)
I problemi nei processi vanno affrontati alla radice
Il segreto per produrre componenti accurati, che rispettino le tolleranze, consiste nell'eliminare le fonti di variazione all'interno del processo di lavorazione. L'applicazione di routine di ispezione automatiche, prima,durante e dopo il processo di taglio del metallo, può aiutare a raggiungere questo obiettivo.
Abbiamo definito una metodologia, denominata Processo Produttivo Pyramid™, che aiuta a identificare le opportunità di controllo dei processi durante tutti gli stadi della produzione.
L'ispezione può essere utilizzata per applicare controlli preventivi prima dell'inizio della lavorazione. L'ottimizzazione e il monitoraggio delle condizioni della macchina sono processi fondamentali per assicurare la produzione costante di pezzi conformi e ridurre gli arresti non pianificati della produzione.
Le ispezioni durante la preparazione dei processi prendono in esame le fonti prevedibili di variazione, come la posizione del pezzo, le dimensioni degli utensili e gli offset della macchina, che potrebbero causare la produzione di componenti non conformi.
Le ispezioni in-process cercano di limitare le fonti di variazione inerenti alla lavorazione, come l'usura degli utensili e le variazioni di temperatura, fornendo un feedback intelligente durante l'avanzamento della lavorazione.
Il monitoraggio post-process esamina il processo e il pezzo finito a fronte delle specifiche e serve ad accrescere l'affidabilità e la stabilità del processo di lavorazione.

Scelta del tipo di trasmissione corretto
Le nostre sonde per macchine utensili e controlli CNC comunicano tramite segnali gestiti da un sistema di trasmissione. La scelta della sonda e del tipo di trasmissione dipende dalla macchina e dall'applicazione. Renishaw produce sonde con tre diversi tipi di trasmissione:
Ottica
I nostri sistemi a trasmissione ottica comunicano tramite tecnologia a infrarossi e richiedono una buona linea visiva fra sonda e ricevitore. Per questa ragione, sono particolarmente adatti per macchine di dimensioni medio-piccole, senza fissaggi complessi.
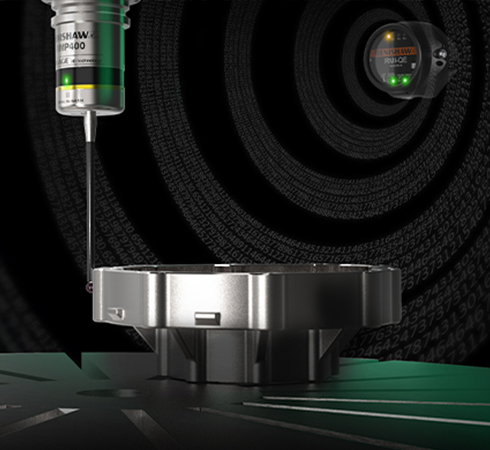
Radio
I sistemi radio della serie QE utilizzano le onde radio per trasmettere segnali dalla sonda al ricevitore. Il sistema sfrutta la tecnologia a spettro diffuso con salto di frequenza (FHSS) per saltare da un canale all'altro e assicurare comunicazioni radio libere da interferenze. I sistemi radio risultano particolarmente adatti per macchine di grandi dimensioni e/o applicazioni in cui non è possibile garantire una linea visiva.
Via cavo
Le sonde via cavo si collegano direttamente al controllo della macchina utensile mediante un cavo di connessione. Questi sistemi sono ideali per macchine utensili in cui la sonda rimane montata in maniera fissa.
Domande frequenti
D: Cosa si intende per impostazione e ispezione dei pezzi di lavoro?
Nelle lavorazioni CNC l'impostazione pezzo indica il processo che porta al corretto posizionamento e allineamento di un pezzo di lavoro all'interno di una macchina CNC. Una buona impostazione del pezzo di lavoro riduce i rischi di variazione e aumenta la precisione della lavorazione. L'impostazione automatica tramite sonda risulta fino a dieci volte più rapida di quella manuale, liberando tempo che la macchina può utilizzare per la lavorazione dei pezzi.
Per ispezione del pezzo si intende la misura di un pezzo o di un elemento lavorato. È possibile eseguire il processo di ispezione mentre il pezzo è ancora all'interno della macchina CNC, verificando che la geometria e le dimensioni corrispondano alle specifiche originali. Queste misure possono essere prese in modo manuale o automatico, con l'ausilio di un sistema di ispezione. Nel caso in cui un elemento ispezionato durante la lavorazione risulti, ad esempio, sovradimensionato, si possono apportare modifiche correttive per garantire il rispetto degli standard qualitativi ed evitare la produzione di pezzi non conformi.
Adottando pratiche di impostazione e ispezione automatica dei pezzi, i produttori sono in grado di minimizzare gli errori e realizzare componenti di alta qualità.
D: Posso utilizzare le sonde Renishaw con interfacce di altri produttori?
Le sonde Renishaw sono compatibili solo con le interfacce Renishaw. Tuttavia, possiamo eseguire il retrofit dei sistemi per adattarli alle macchine già presenti in officina. Per maggiori informazioni, contattare il nostro ufficio di zona. In alternativa, è possibile consultare la nostra pagina dedicata alle interfacce Renishaw.
D: Come si pulisce il pezzo da lavorare prima della misura?
Il pezzo può essere pulito con un getto d'aria. Come alternativa, è possibile ricorrere a un ciclo di lavaggio, in cui il componente da misurare viene fatto passare attraverso un getto di refrigerante per eliminare trucioli e altri residui.
Risorse aggiuntive






Tutte le sonde Renishaw per macchine utensili devono essere utilizzate insieme a un'interfaccia compatibile. Maggiori informazioni sulle nostre interfacce sono disponibili nelle relative pagine prodotto.
Passi successivi
Per maggiori informazioni o per discutere delle tue necessità, invia il modulo per contattare l'ufficio Renishaw di zona.