A szerszámgépeken használható mérőfejek növelik a termelékenységet az ausztrál gépműhelyben
Amikor az ausztrál székhelyű Hammond Engineering gépműhely megállapította, hogy a munkadarabok kézi beállítása időigényes és nehezen ismételhető, elkezdte mérlegelni a géptéren belüli mérés lehetőségeit. Mióta elkezdték használni a Renishaw OMP40-2 optikai jelátvitelű mérőfejet, a vállalat rövidebb beállítási időt és nagyobb termelékenységet ér el.

Travis Hammond, a Hammond Engineering alapítója.
Háttér
A Hammond Engineering egy Bairnsdale-i székhelyű gépműhely. Szolgáltatásai közé tartozik a számítógépes tervezés, CNC marás és esztergálás a prototípusgyártástól a nagyszériás, ipari méretű sorozatgyártásig.
„Azért alapítottam meg a Hammond Engineering céget, hogy ötvözzem a fémmegmunkálás iránti szenvedélyemet az informatika iránti szeretetemmel” - magyarázta Travis Hammond, a Hammond Engineering alapítója. „Miután kitanultam a gépi forgácsoló szakmát, vettem egy használt CNC-esztergapadot, és azzal kezdődött minden. Mostanra egy háromfős csapat vagyunk, amely azon dolgozik, hogy egy a technológiára sokkal jobban összpontosító műszaki szolgáltatást nyújtsunk, mint amit a szektor korábban megszokott.”
A vállalat ügyfelei elsősorban az élelmiszeripari és autóalkatrész-utángyártó cégek közül kerülnek ki. Ezenkívül, általános gyártási és javítási szolgáltatásokat is kínál a helyi ipari vállalkozások számára.
„A módosítások elvégzése közben, például egy megfogókészülék beállításához vagy egy munkadarab beméréshez szükséges idő alatt a gép nem termel. Egy ilyen kis cégnél a kieső idő sokba kerül, ezért elkezdtük keresni a termelékenység növelésének, az átfutási idő lerövidítésének és az emberi hibák csökkentésének a lehetőségét
Hammond Engineering (Ausztrália)

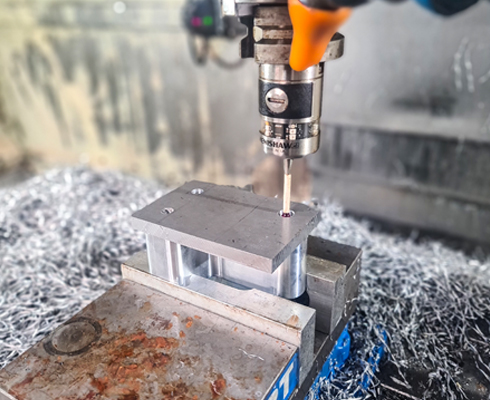
Workpiece set up and inspection using Renishaw's OMP40-2 optical transmission probe
Kihívás
„Ha nem nagyszériás gyártást végzünk, hanem megbízásonként csak legfeljebb párat kell legyártanunk az egyes munkadarabokból, akkor a nap folyamán többször is módosítanunk kell a gépbeállításokat” - folytatta Hammond. „A módosítások elvégzése közben, például egy megfogókészülék beállításához vagy egy munkadarab beméréshez szükséges idő alatt a gép nem termel. Egy ilyen kis cégnél a kieső idő sokba kerül, ezért elkezdtük keresni a termelékenység növelésének, az átfutási idő lerövidítésének és az emberi hibák csökkentésének a lehetőségét.”
Megoldás
„Mivel mi egy nagyon kicsi cég vagyunk, amely a költségek csökkentésére törekszik, gyakran vásárolunk használt gépeket” - folytatta Hammond. „Amikor a legújabb megmunkálóközpontunkat megvásároltuk, egy Renishaw mérőfej is tartozott hozzá, így elkezdtük azt használni a munkadarab-beméréshez, hogy lássuk, javíthatjuk-e a pontosságot és a termelékenységet.”
A Hammond Engineering megmunkálóközpontja egy OMP40-2 mérőfejjel van felszerelve. Ezt az optikai jelátvitelű, ultrakompakt 3D-s kapcsoló típusú tapintó mérőfejet elsősorban a munkadarabok bemérésére és ellenőrzésére használják a megmunkálóközpontokban. A beállítási időt akár 90 százalékkal is lerövidítheti, emellett a selejt mennyiségét és a befogókészülékek költségét is csökkenti.
Eredmények
Az OMP40-2 használatba vétele óta a Hammond Engineering-nél felgyorsult a beállítás folyamata. A rendszer használata előtt például egy megfogókészülék beállítása általában öt percet vett igénybe - az OMP40-2 készülékkel ez a feladat kevesebb mint egy perc alatt elvégezhető. Az előnyök idővel összeadódnak - ha a csapat a mérőfejet naponta csak egy beállításra használja is, a vállalkozás akkor is évente 17 órát takarít meg. A mérőfej használata csökkenti az emberi hiba termelésre gyakorolt hatásának esélyét is, mivel emberi beavatkozás nélkül képes kiszámítani a szögeket.
„El sem hiszem, hogy ilyen sokáig tartott, mire rájöttem, micsoda előnyökkel jár a mérőfej használata a munkám során” - mondta Hammond. „Most, hogy látom, mennyire felhasználóbarát és pontos az OMP40-2, nehéz lenne meggyőzni, hogy mást használjak.”
A Hammond Engineering a jövőben az OMP40-2-t a több darabos sorozatban gyártott alkatrészek folyamat közbeni mérésére kívánja használni a helyes pozicionálás és beállítás érdekében. A vállalat azt is tervezi, hogy szerszámtörés-érzékeléssel javítja a folyamatok megbízhatóságát, kiküszöbölve egy újabb bizonytalansági tényezőt.

