The effect of heat on ballscrew accuracy in a CNC machine tool
Background
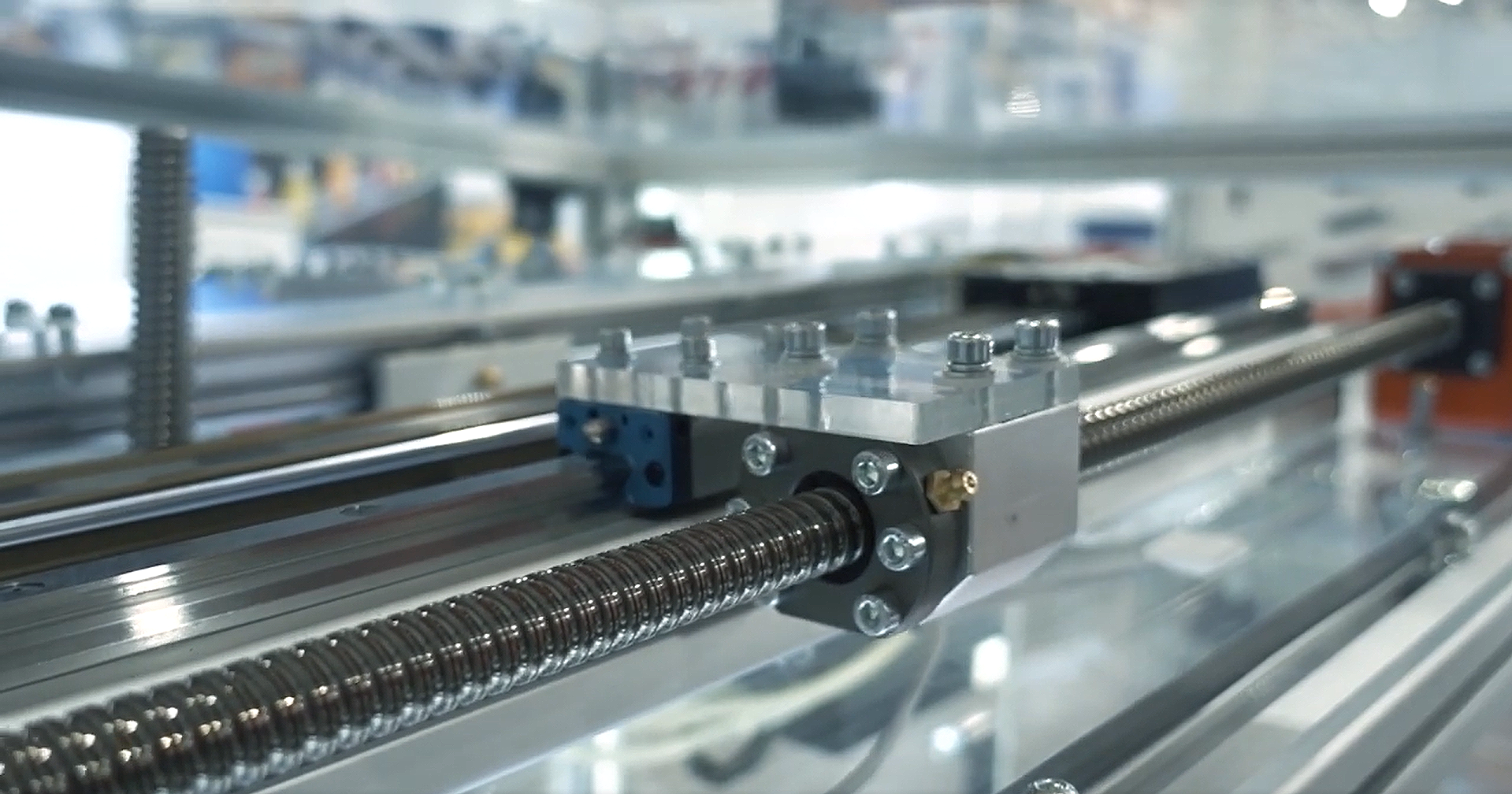
Most CNC machine tools use linear axes driven by a ballscrew to convert the rotary motion of a servo motor into precise and powerful linear movement.
The rotation of the ballscrew is measured by a rotary encoder, mounted on the back of the servo motor, which counts the number of rotations and provides high-resolution angular feedback within one rotation.
An axis that only uses a rotary encoder and ballscrew to control linear movement is known as a semi-closed servo loop, as seen in Figure 1.
The accuracy of this setup depends on both the precision of the rotary encoder and the geometric quality of the ballscrew. However, the expansion of the ballscrew due to heating during machine operation can also impact accuracy and precision.
Semi-closed loop systems can be enhanced with direct feedback by the addition of linear encoders (also known as linear scales) on the linear axes of the machine tool, enabling direct measurements of linear motion for fully-closed loop servo control.
Chilled ballscrews and other advanced methods can mitigate the effects of thermal expansion but they increase complexity and running costs and achieve lower accuracy than is possible with linear encoders. An illustrated example of a fully-closed servo loop is shown in Figure 2.
Many CNC machine tools today are sold without linear encoders. Machine builders can still achieve high performance levels using quality ballscrews and accurate rotary encoders, which are sufficient for most general purpose applications.
So, why would a machine tool user select the linear scale option when buying a machine tool? Tests were carried out on a high-quality machine tool to answer this question.
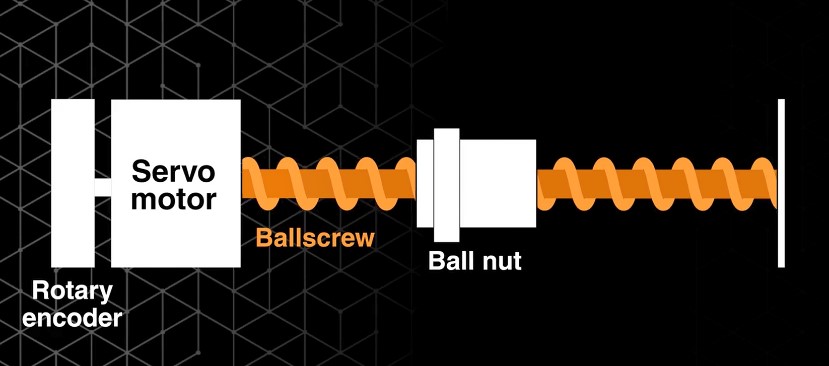
Figure 1: Illustration of the main components used by a semi-closed machine tool servo loop.
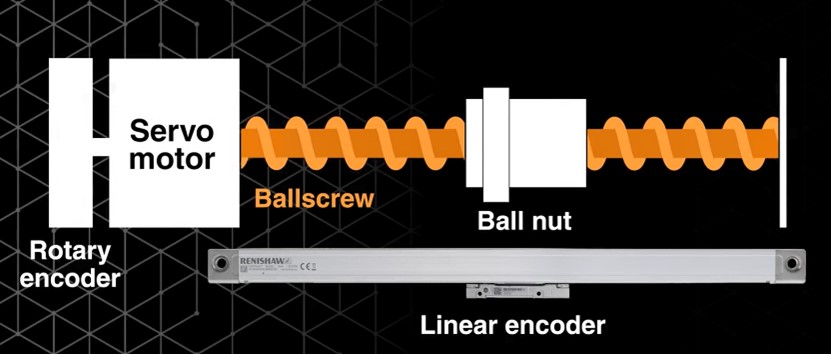
Figure 2: Illustration of the main components involved by fully-closed loop servo control.
Method
Experimental setup
The tests were conducted on a high-quality CNC vertical machining centre (VMC) configured to operate in either a semi-closed loop (with Renishaw linear FORTiS encoders switched off) or a fully-closed loop (with linear FORTiS encoders switched on). This machine tool features precisely ground ballscrews and high-resolution angular feedback from a rotary encoder.
Heat measurements
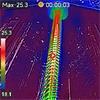
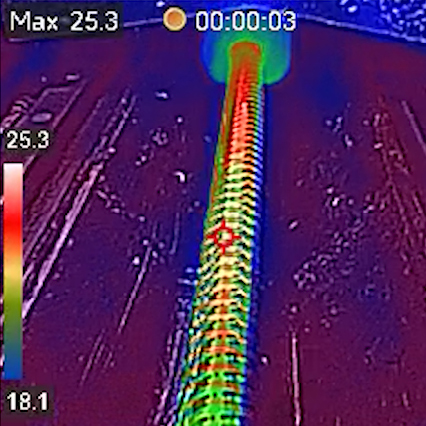
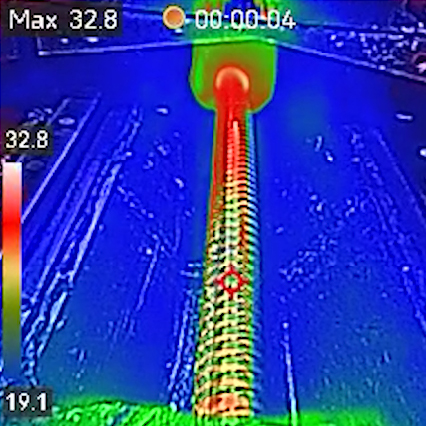
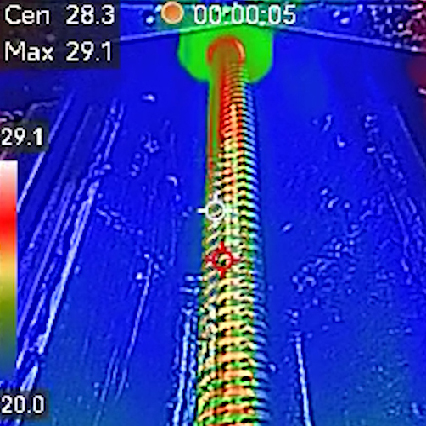
To visualise the accumulation of heat in the ballscrew, a thermal imaging camera was used to record the VMC with the covers removed. Thermal images of the ballscrew were captured at each of the following stages:
- At room temperature before any machining to establish the thermal baseline of the ballscrew.
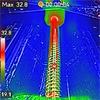
- After machining of a single part.
- After machining of another fifty identical parts.
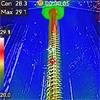
- After 15 minutes of cooling.
Linear accuracy measurement
The linear accuracy of the axis was quantified using a Renishaw XL-80 calibration laser with an XC-80 interface. Linearity measurements were first taken to establish a baseline with repeat readings corresponding to each of the thermograms. Only the one axis was measured for simplicity and automatic linear compensation was disabled.
Data analysis
The error introduced by thermal expansion of the ballscrew was analysed by comparing the linear accuracy measurements at each stage. This work focused on comparing the difference in accuracy between the semi-closed loop (linear encoders switched off) and the fully-closed loop (linear encoders switched on) configurations. Error plots were generated to illustrate the impact of heat build-up on the ballscrew and the performance of linear encoders in mitigating these effects. The error is calculated as the difference between the laser position measurement and the position reported by the machine tool.
Results
Heat build-up in a ballscrew
Moving a machine tool axis requires energy transfer or work. For higher loads and faster accelerations, more work and higher force is required to drive an axis. As the machine tool does work, heat energy builds up in the ballscrew which is detrimental to metrology — directly impacting precision.

Linear accuracy measurements of the ballscrew
By error mapping at room temperature, the semi-closed servo loop can achieve accuracy levels comparable to those of fully-closed loop control when the machine is cold. However, the aim of these tests is to show how the raw accuracy of the machine tool changes with temperature.
The fundamental principles of mechanical accuracy still apply when using linear encoders for fully-closed loop control of the machine tool. For instance, any straightness errors and other imperfections in the machine structure will still influence the machine accuracy. The axis position error results for all these tests are shown in Figure 8.
 Figure 7: XL-80 laser system.
Figure 7: XL-80 laser system.Test 1: cold machine (room temperature)
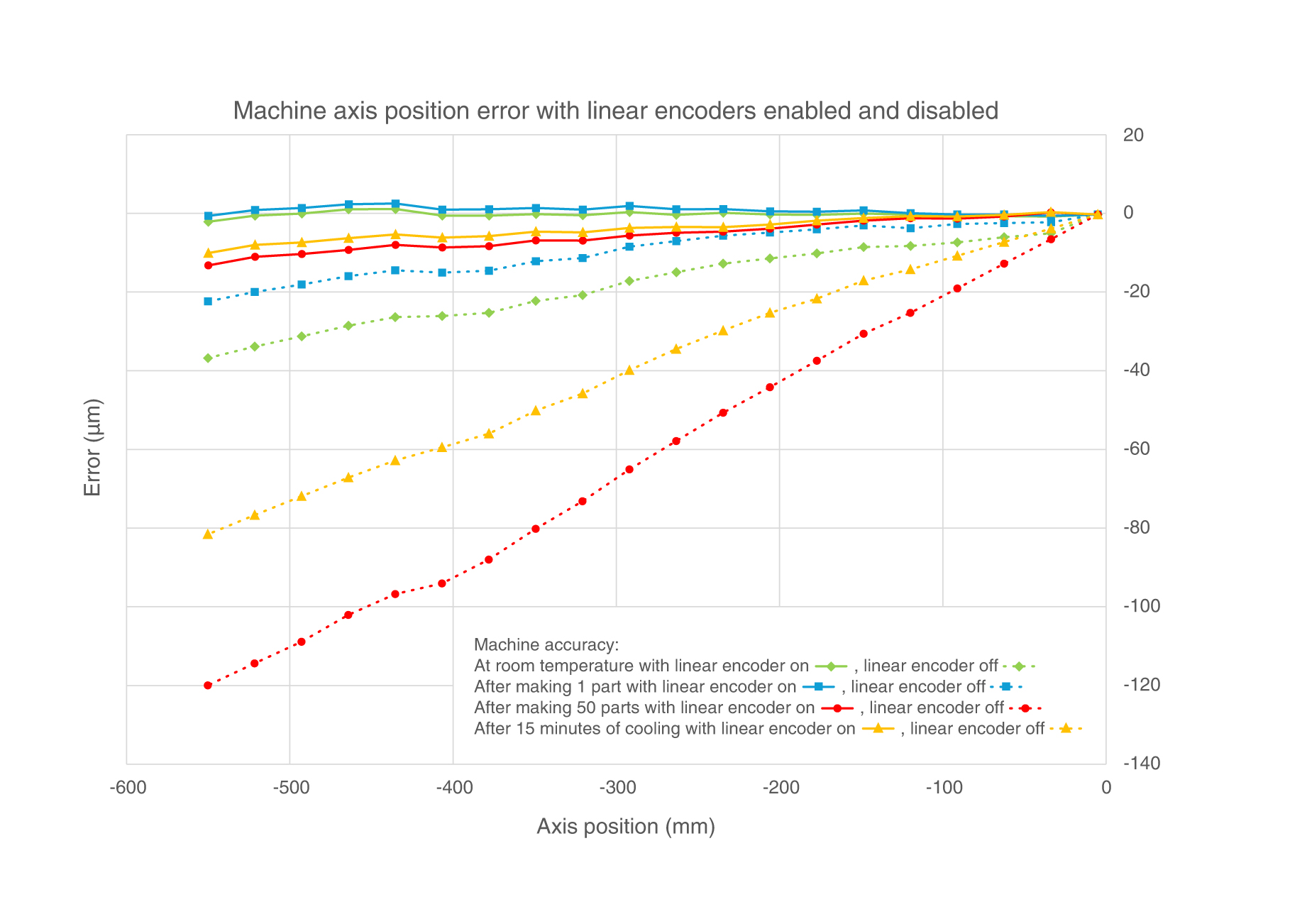
The raw linear accuracy result with linear encoders enabled (fully-closed loop) was considerably better than with the linear encoders switched off (semi-closed loop).
Test 2: after machining a single part
Under semi-closed loop control, the accuracy changed by approximately 15 µm due to thermal expansion in the ballscrew. However, when the linear encoders were switched on (fully-closed loop), the accuracy of the axis remained almost unchanged from the initial test with the cold machine.
Test 3: after machining 50 parts
For the configuration with linear encoders switched off (semi-closed loop), significant heating in the ballscrew caused an error of approximately 120 µm. When the linear encoders were enabled for fully-closed loop control, accuracy was maintained to within 15 µm.
Test 4: after 15 minutes cool-down following the machining of 50 parts
With linear encoders switched off, the error had reduced to 80 µm as some heat had dissipated from the ballscrew. When the linear encoders were enabled, the accuracy was approximately 10 µm.
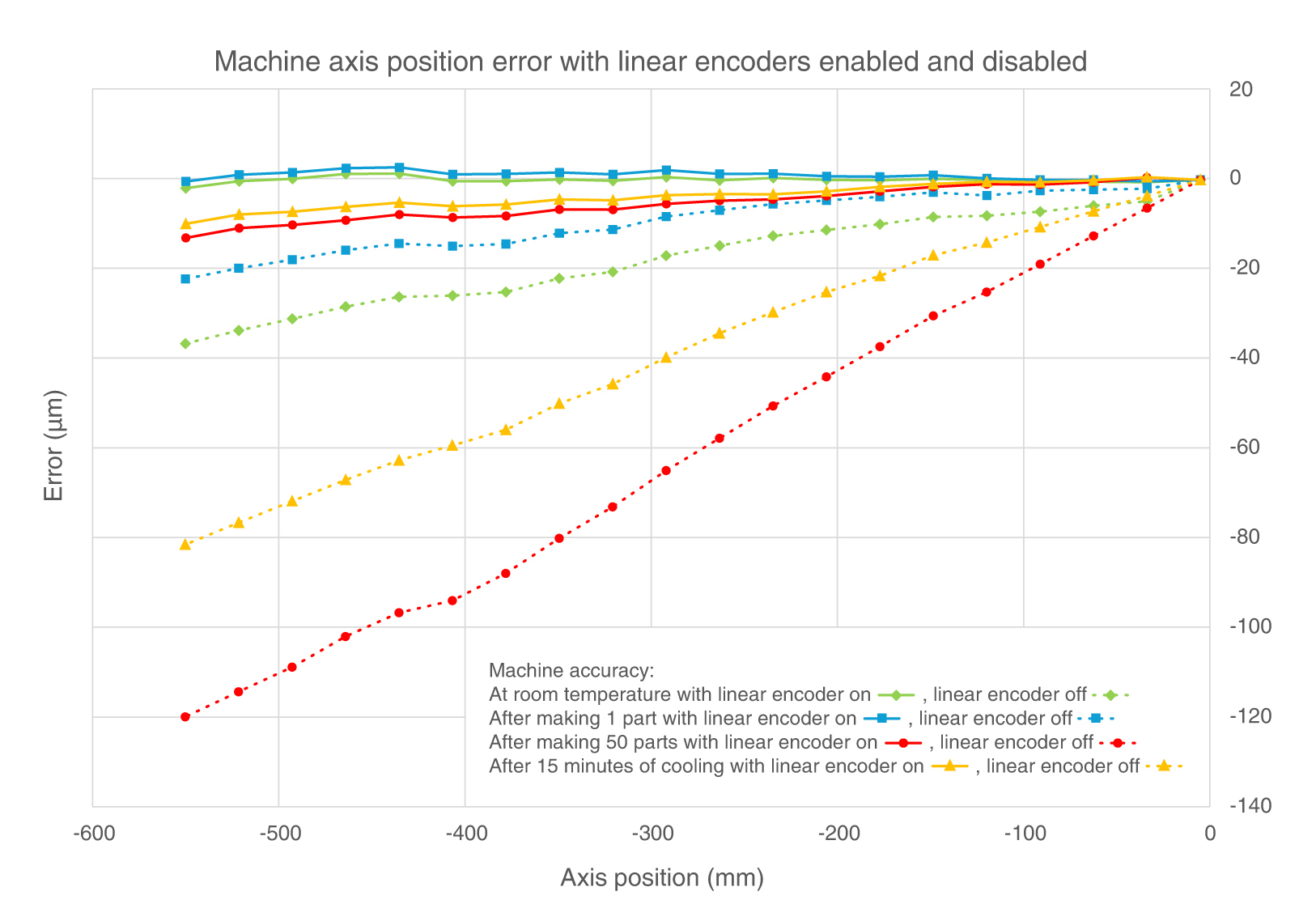 Figure 8: Machine axis position error with linear encoders enabled and disabled.
Figure 8: Machine axis position error with linear encoders enabled and disabled.
Conclusions
This study highlights the significant impact of heat build-up in ballscrews on the accuracy of CNC machine tools. In a semi-closed loop configuration, the heat generated by machining can lead to substantial linearity errors.
Thermal effects are particularly pronounced after extended periods of operation, as demonstrated by the increased error plot measurements after machining fifty parts.
The implementation of linear encoders in a fully-closed loop system successfully mitigates these thermal effects, maintaining high machine accuracy even under prolonged use. The linear encoders provide direct feedback on the actual linear motion, allowing for real-time compensation of thermal expansion. This results in significantly reduced errors, ensuring high precision in machining processes. Figure 9 shows what can be achieved with linear scales.
A machine tool that uses semi-closed loop control with no linear encoders provides sufficient accuracy for many machining processes. However, for higher levels of accuracy in environments where heat build-up is a concern, linear encoders provide a significant advantage.
Crucially, the use of linear encoders on a machine tool cannot transform a bad machine into a good one — it can only make a good machine better. The results in these tests are excellent as the machine tool used for testing is of a high-quality design and build.
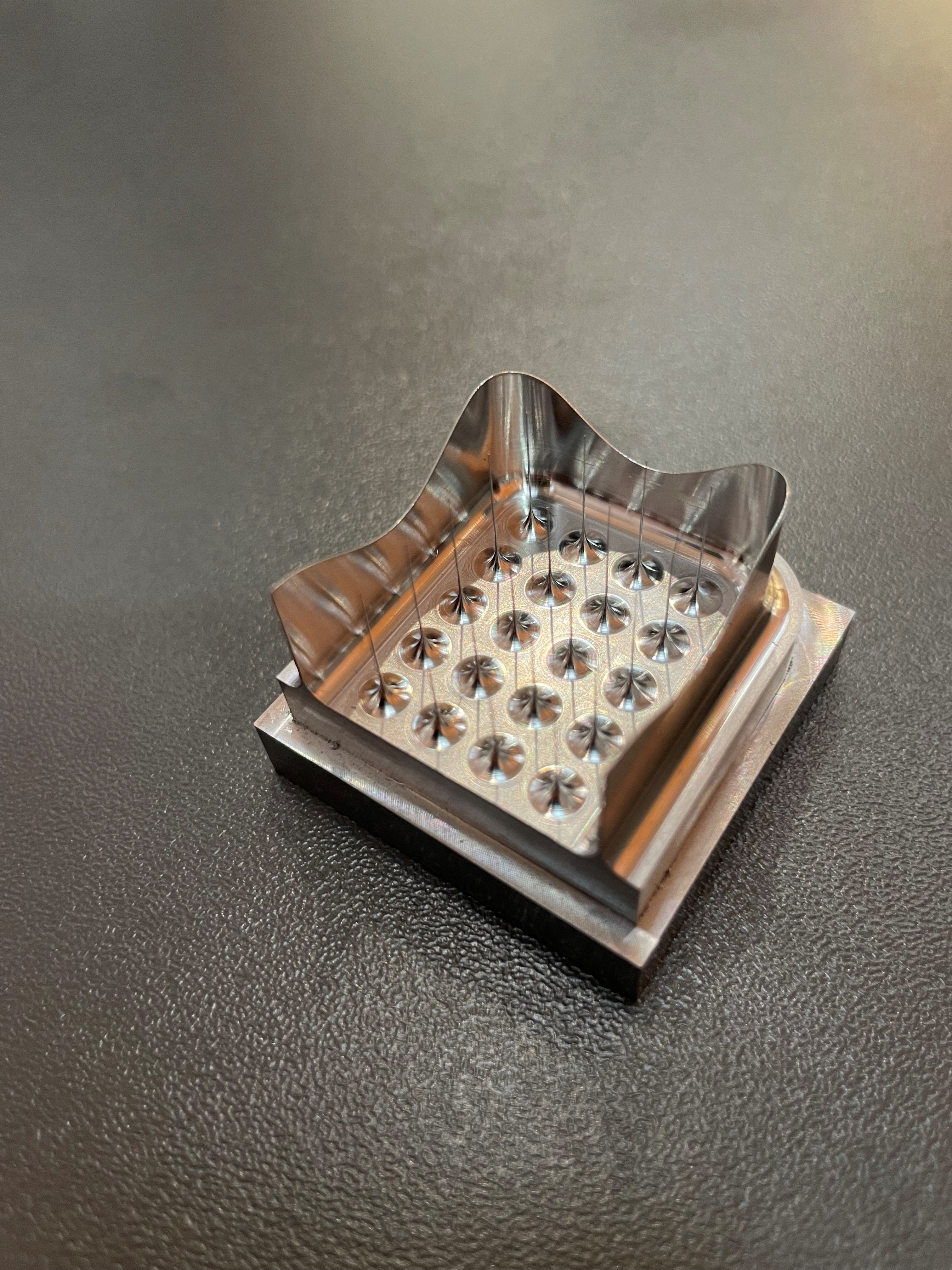
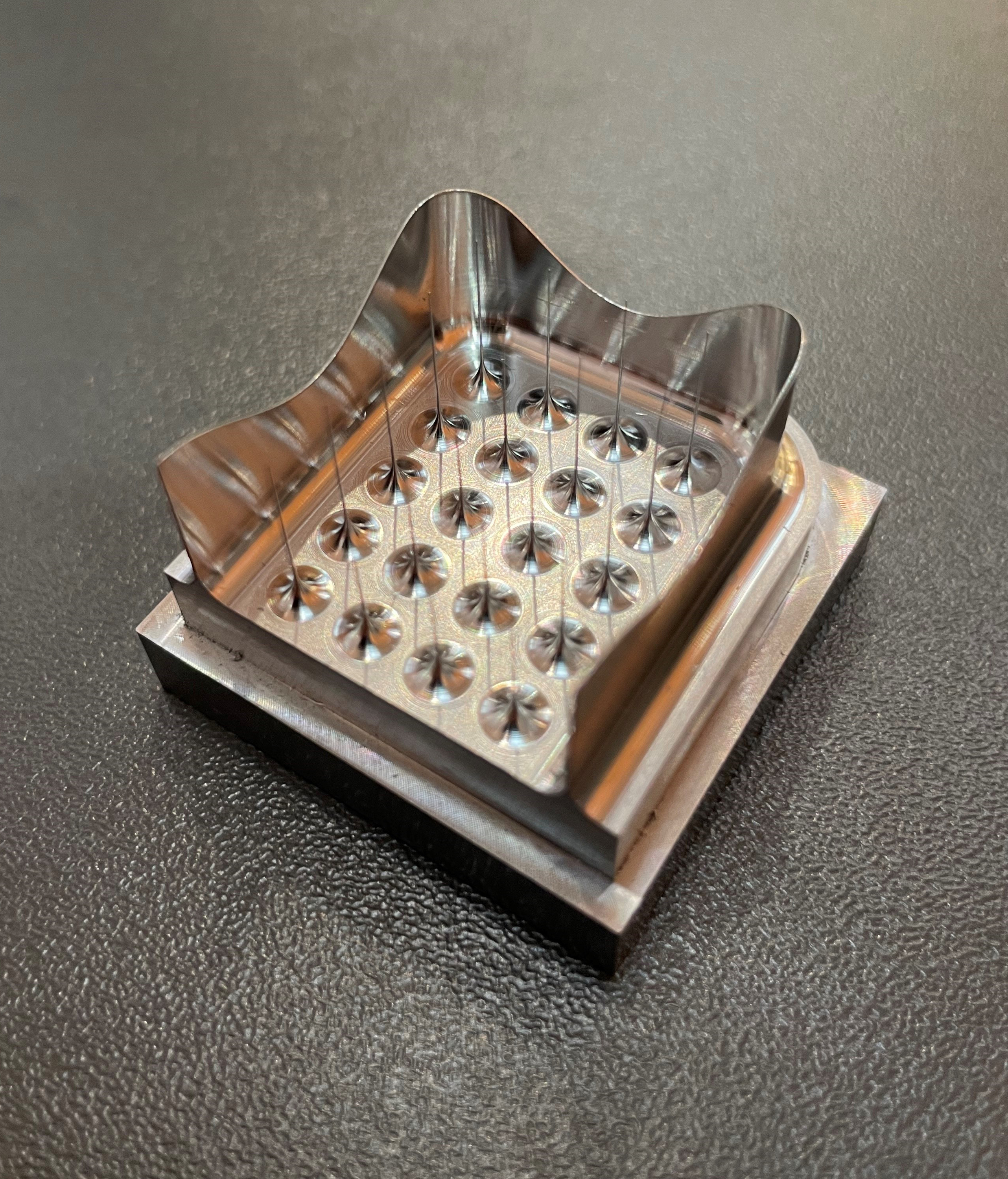 Figure 9: CNC machined needles of 60 μm diameter. This part was machined live at the EMO 2023 exhibition using a Kitamura machine tool with fully-closed loop FORTiS linear encoder feedback.
Figure 9: CNC machined needles of 60 μm diameter. This part was machined live at the EMO 2023 exhibition using a Kitamura machine tool with fully-closed loop FORTiS linear encoder feedback.