"Uçak motoru bileşenleri üreticisi Meyer Tool, yüksek mastar maliyetlerini bilgisayar kontrollü Equator™ mastar ile "alçaltmaktadır"."
Tesislerinde bulunan her biri 10-20 bin dolar maliyetli 100'den fazla klasik mastar ile Meyer Tool, Equator™'un maliyet yüklerini çok önemli ölçüde azaltacağı konusunda büyük beklentilere sahipti.
Yazılım tabanlı, karşılaştırmalı bir mastar olan, Renishaw’un yeni Equator sistemi daha şimdiden Cincinnati, OH’da yer alan uçak-motoru parçaları yapımcısı Meyer Tool’daki çok sayıda klasik mastarın maliyetini düşürmeye başladı. Meyer Tool, her yıl proses içi ölçüm için, bu pahalı takımlardan onlarca tasarlamakta, üretmekte ve bakımını sağlamaktadır. Renishaw Equator programlanabilir mastar, yeni bir çalışma hücresi içerisinde yer alan Equator piyasaya çıkmadan önce sipariş verilmiş en az dört pahalı klasik mastara olan ihtiyacı ortadan kaldırmıştır.
Firmanın Kalite Müdürü Beau Easton’a göre, “Bu aplikasyon, her birinin tasarımı, üretimi ve bakımı 20.000 dolara kadar çıkabilen isteğe özel üretilmiş klasik mastarların maliyetinin tamamen ortadan kalkması için sadece bir başlangıç. İmalat hattında tasarımın değişmesi, mevcut klasik mastarların yeniden konfigüre edilmesi ve değerlendirilmesi için, başka bir 3.000 – 10.000 dolar ilave edilmesi gerektiği de unutulmamalı”.
Konvansiyonel mastar maliyetinin düşürülmesi
Proses içi boyutsal ölçüm için firma öncelikli olarak, pnömatik dijital prob kullanan, iş hücresi esaslı, noktadan noktaya temaslı mastarlara güvenmekteydi. İşleme hücresindeki konvansiyonel mastarlar çok hızlı geri bildirim vermekle birlikte pahalıdırlar. Easton; “Parçanın oturma yüzeylerinin tasarlanması ve yapılması 6,000 dolar, artı her biri 500 dolar olan problar, doğrulama çalışmaları ve bakım masraflarına mal olabilir”, diye açıklıyor. "Tamamlayıcı bir uç üretiyorsak, her biri altı – yirmi arasında değişen proba sahip, altı – on arası fikstür vardır, ve parça üzerinde bir özellik veya tolerans değişirse, bu durum mastarın değiştirilmesi ve onaylanması için zaman gerektirmektedir."
Renishaw'un Equator karşılaştırmalı mastarı kendilerine gösterildiğinde ve piyasaya sürülmeden önce bir deneme yapmaları teklif edildiğinde, Bay Easton ve SPC Müdürü Bridget Nolan karşılarındaki potansiyeli hemen fark ettiklerini söylediler. “Renishaw’un Equator sistem eğitimine biz de katıldık ve test edilmesi için parçalar sunduk. Renishaw onları programladı ve sonuçlar Koordinat Ölçüm Tezgahımızdan (CMM) çıkan sonuçlarla uyumluydu,” diyor firmanın mastar, fikstür ve aletlerinin ayarlanması, bakımının sağlanması ve programlanmasından sorumlu olan ekibi yöneten Nolan.
Tekrarlanabilir karşılaştırmalı mastarlama
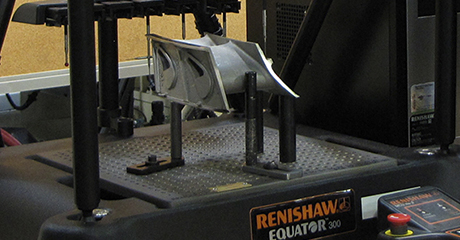
Görünümü alışılmadık olsa da, Equator sistemi mastarlama sistemlerini kullanan herkesin aşina olduğu mastarlama ve ölçümün karşılaştırılması metodunu kullanmaktadır. Boyutları bilinen bir mastar parçası sistemi “sıfırlamak” için kullanılmakta ve bu parçanın ardından yapılan tüm ölçümler onunla kıyaslanmaktadır. Equator sisteminin anahtarı, oldukça yüksek tekrarlana bilirlik ve bir paralel kinematik yapıyı esas alan tamamen farklı metroloji mekanizmasıdır.
Bu mekanizma hafiftir ve hızlı harekete imkan verir, bununla birlikte çok stabil ve iyi tekrarlanabilirliğe sahiptir. Sistem, Renishaw temaslı ve taramalı problarını, prob uçlarını, prob ucu değiştirme magazinlerini ve MODUS™ Equator programlama yazılımını kullanır. Maliyet açısından bakıldığında, bir Meyer Tool çalışma hücresinde yer alan üç ile beş arasındaki klasik mastar; tek bir Equator ile değiştirilebilir – ve Equator, saniyeler içinde parçalar arasında değişim yaparak, çok sayıda parça için kullanılabilir. Ayrıca Equator kullanım süresi boyunca pek çok başka parça için yeniden programlanabilir.




Yalın üretim hücresinde Equator mastar
Equator sistemi şu anda Meyer Tool’un atölyesinde bulunan yalın üretim hücresinde çalışmaktadır. Uyumluluğunu gösterir bir şekilde, Meyer’in Orion SPC sistemleri ile entegre olmuştur ve tezgah operatörleri için alışkın oldukları bir görünüm sağlayarak, eğitim süresini kısaltmaktadır. Orion Equator’un MODUS yazılımı ile iletişim kurarak, operatörün CNC parametrelerini belirlemesine imkan veren tüm sonuçları boyutsal veri, SPC grafikleri vs. formatında sunar. Nolan açıklamasına şöyle devam ediyor; “Tezgah operatörünün değişken verileri görebildiğini ve işlem gören parçayı son ölçümlerle karşılaştırabileceğini unutmayın, bu nedenle bu sadece bir sağlam/hurda belirleme işlemi değildir.” Parçalar ±0,001 - ±0,003 inçlik tolerans aralığını karşılamak zorundadır. Denetleme süresi parçaya göre değişmekte, ancak genellikle iki ile altı dakika arasında sürmektedir. Bu süre hücrenin tek parça üretim süresi ile uyumludur, bu nedenle sistem tezgah işlemlerine kolayca uyum sağlamaktadır.
Nolan, “Hali hazırda, iki farklı motor programı için beş parça mastarladık, yani Equator ayarı ve değerlendirmesi için çoklu fikstürleme tablasına sahibiz.” diyor. “Tanımlamalarımızı sınırlandırmak için, tek bir tabla üzerinde mümkün olduğunca farklı sayıda işlemi birleştirmeyi deniyoruz ve şu sıralar üç işlemi bir arada toplayacak bir tabla üzerinde çalışıyoruz. SP25M tarama probu ile ölçümleri gerçekleştiriyoruz; ki bunlar GD&T gerçek konum toleransları, iç çap, profil, salgı kontrollerini içerir. Prob ucu değiştirme magazinimiz var ve bu magazini en az dört farklı prob ucu – sıklıkla yıldız prob uçları – için kullanıyoruz. Bu nedenle her bir prob ucu değişiminin ardından yeniden değerlendirme yapmak zorunda olmamak çok avantajlı” diyerek sözlerine devam ediyor.
İzlenebilir ölçüm
Meyer Tool’daki Equator ölçümleri, CMM’de kalibre edilmiş bir mastar parçası kullanan CMM’den gelen değerler ile ilişkilendirilmiştir. “Mastar parçası, Equator’un ölçme zarfı içerisinde bulmayı beklediği değerleri ayarlar, bu arada yazılım CMM tarafından nominalden alınan kompanzasyon değerlerini otomatik olarak uygular.” Nolan; “Bu değerlerin nominale göre yüzde 10’luk izin verilebilir tolerans sınırları içerisinde olup olmadıkları kontrol edilmelidir.” diye açıklıyor. Her bir parça değişiminde yeniden mastarlamaya gerek yoktur, Meyer, tesisin sıcaklığındaki değişiklikleri kompanze etmek için, üç saatlik aralıklarla yeniden mastarlama yapmaya karar vermiştir.
Equator sistemi mastar parçalarını ve doğrulama değerlerini hafızasında tutmaktadır, bu nedenle üç saatlik dilimler içinde, yeniden mastarlamaya gerek olmadan, ihtiyaç duyulan sayıda parçayı değiştirebiliriz.
Meyer Tool (ABD)
Meyer Tool kalite odaklıdır
Meyer Tool, havacılık sektörü için sıcak kesitli jet motoru parçaları üreten, Amerika’da yerleşik öncü bir üretici firmadır ve on farklı tesiste 1000’den fazla çalışana sahiptir. Firmanın Cincinnati’de bulunan merkezi (kentin en büyük on özel işvereninden biri) yeni parçalar üzerinde uzmanlaşmışken, bazı diğer Meyer tesisleri OEM’ler için onarım ve revizyon işleri yapmaktadır. Temel iş parçası malzemeleri süper alaşımlar, nikel ve kobalt-krom esaslıdır.
Meyer Tool, Kuzey Amerika’da erezyon yöntemi ile üretim yapan 500’e yakın firma arasında en büyük üreticidir. Tezgahlar, 45 taşlama istasyonu, 300’den fazla konvansiyonel dalma erezyon tezgahı, 3 ve 5 eksenli CNC işleme tezgahları ile tamamlanmaktadır. Firmanın delik delme hattı günde 1.75 milyondan fazla delik delmektedir. Yüzlerce delik içerisinde sadece bir tanesinin bile kapalı olması askeri uçakların türbin kanatlarında hataya neden olabilmektedir. Meyer Tool kalite konusunda tam bir fanatiktir.
Firmanın bünyesinde 10-15 kalite mühendisi çalışmaktadır, bunlardan sekizi siyah kuşaklıdır ve beş kişilik bir ekip de SPC’de görev yapmaktadır. Easton, “yalın üretim prensiplerini 10 yıldan uzun bir süredir uygulamaktayız ve bunu AS9100 sertifikasyonu izledi.” diyor. “Yatırım kendisini amorti etti. İlk kez Ocak 2011’de verimlilik oranımız yüzde 98,9 oldu – ki bu ilk kez bir tezgahın herhangi bir uyumsuz parça veya red işlemi olmaksızın çalışması anlamına geliyor."
Bu, gerçek zamanlı geri bildirimin çok daha yüksek bir seviyeye “ayarlanması” ile sağlandı, diye ekliyor. Firmanın mastarlama işlemlerinin bilgi belkemiği olan SPC ve kalite sistemi, kendisine ait Orion yazılımı ve iş istasyonlarından oluşuyor. Söz konusu sistem, firmanın bağlı şirketi olan Sigma Technology Services tarafından ticari olarak piyasada satılmaktadır. Tüm parçalar, aralarında CMM’lerde lazer tarama ve temaslı problama, 5-eksenli görüş, radyometrik ölçüm ve akış yolu tarama bulunan, farklı araçlar tarafından yüzde yüz denetlenmektedir. Söz konusu denetleme araçlarının tamamı, ölçüm sistemlerinde ortak bir operatör arayüzü olarak hizmet veren, Orion sisteminde toplanmıştır.
Ölçüm programları, sonuçlar ve SPC verileri Orion sistemi tarafından yönetilmektedir. Bir tezgah operatörü bir parça üzerindeki işlemi tamamladığında, parçanın seri numarası sistem içerisine taranır ve parça ölçülür. Operatör anında sonuçları görür ve onları en son ölçülmüş 35 benzer parça sonucu ile karşılaştırır. Easton, “Bir parçanın seri numarasını tesisimiz içerisindeki herhangi bir terminalde tarayabilir ve ölçüm değerlerini görebilirsiniz,” diyor. “Bu bilgi parça ile birlikte kalır. Parça nakliye edilmeden önce, tüm noktalarının geçip geçmediğini anlamak için, tüm denetleme verileri kontrol edilir ve geçemeyen noktaların tamamı kontrolden geçene kadar parça doğrulanmaz. Müşterilerimiz, bizim ppm “atlama oranı”mızın neredeyse var olmadığını bilirler."
Klasik mastarlama maliyetlerini “düşüren” çözüm
Meyer Tool, tüm tesislerinde yer alan 10.000-20.000 dolar arasında maliyete sahip 100’den fazla klasik mastar sayesinde, esnek bir bilgisayar kontrollü mastarlama sisteminin sağlayacağı maliyet avantajlarının farkında. Easton sözlerini şu şekilde tamamlıyor; "Halen Equator sistemi ile ilgili bilgilerimizi ve becerilerimizi geliştiriyoruz, onun klasik mastarlar için yaptığımız masrafların hemen hemen hepsini ortadan kaldıracağı gibi büyük beklentilerimiz var”.