Takım ölçme probları ve kırık takım dedektörleri
Otomatik tezgah üzeri takım ölçme problarımız ve kırık takım dedektörlerimiz ile hassas ve verimli CNC tezgahla işleme prosesi sağlayın. CNC tezgahlarına yönelik temaslı ve temassız çözümler serimizi inceleyin.
Kırık takım dedektörleri, bir takım tezgahının içindeki takımların kırık mı yoksa sağlam mı olduğunu belirler. Tezgah üzeri takım ölçme probları da kırık takımları otomatik olarak tespit edebilir; bununla beraber takım geometrisini ölçebilir ve CNC tezgahındaki takım ofsetlerini güncelleyebilirler. Otomatik tezgah üzeri takım ölçme problarımız ve kırık takım denemediklerimiz takım hatalarını bulup, düzelterek, parça kalitesini artırır, hurda maliyetlerini azaltır ve tezgahla işleme proseslerine olan güveni artırır.
Kesme takımların tezgah üzerinde otomatik olarak ölçülmesi, operatörlerin bu işlemi manüel olarak yapmak için zaman harcamasına gerek olmadığı anlamına gelir. İnsan hatası riski azaltılır. Operatörler, takımları otomatik olarak ayarlayarak atölyedeki diğer faaliyetleri gerçekleştirmek için zaman ayırabilirler.
Tezgah üzeri takım ölçme problarımız ve kırık takım dedektörlerimiz frezeleme, tornalama ve taşlama uygulamalarına yönelik birçok CNC tezgah tipiyle sorunsuz şekilde çalışır. Üretim kapasitelerinizi geliştirmek ve rekabetçi bir pazarda bir adım önde olmak için bu en son teknolojiyi bugün benimseyin.
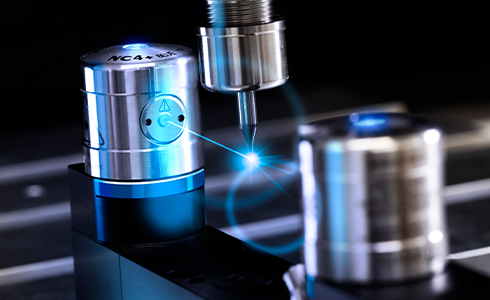
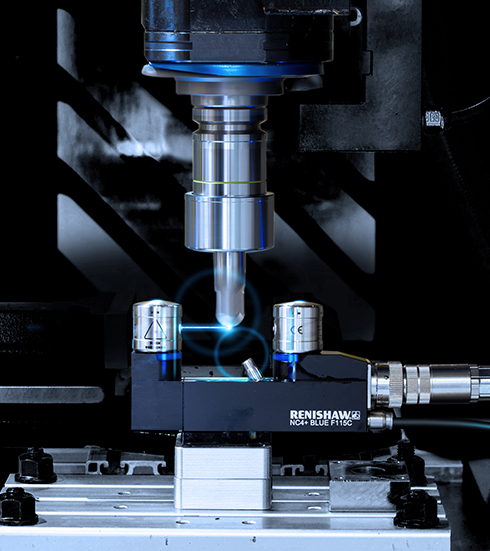
Ölçüm sırasında takım hasarı riski olmadan takımları ayarlamak, yontulmuş kenarları tespit etmek, takım salgılarını izlemek, karmaşık profilleri ölçmek için gelişmiş lazer takım ölçüm problarımızı keşfedin.

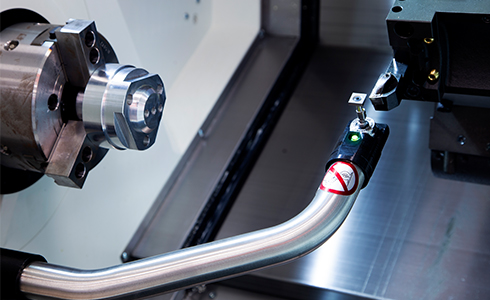
Temaslı takım ayarı ve kırık takım tespitine yönelik temaslı takım ölçme problarımızı keşfedin. Uygulamanıza uyacak iletim teknolojisi seçeneği ile.
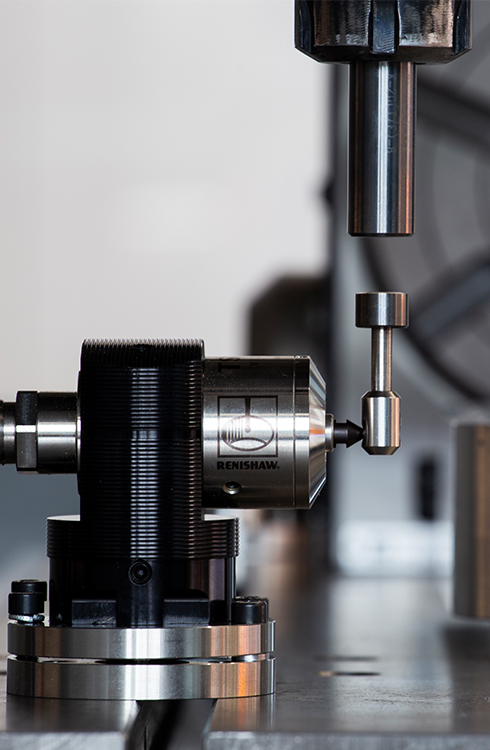
2 eksenli ve 3 eksenli CNC tezgahları için tasarlanmış takım ve iş parçası ölçümüne yönelik yüksek hassasiyetli kollarımızı keşfedin.

Yüksek hızlı, temassız lazer kırık takım tespit sistemimiz hakkında bilgi edinin. Çevrim süresinin kritik olduğu uygulamalar için idealdir.
Takım ölçme ve kırık takım tespiti nedir?
Takım ölçme ve kırık takım tespiti, takım ölçme sistemlerinin temel fonksiyonudur. Takım ölçme, bir CNC tezgahındaki kesme takımların boyutlarını ve durumunu ölçme prosesidir. Tezgahla işleme prosesinde optimum performansı ve kaliteyi sağlamak için takımın doğru pozisyonlandırılması gereklidir.
Kırık takım tespiti, kırık kesme takımların tespit edilmesine yönelik bir uygulamadır. Bir takım, işleme programı sırasında kırılırsa, parçaları hatalı şekilde işlemeye devam edecek ve bu da daha sonra hurdaya dönüşebilecektir. Takımlar, özellikle de küçük takımlar kolayca kırılabileceği için, kırık takım tespit programlarının sık sık yürütülmesini öneririz.
Yaygın takım hatası kaynakları nelerdir?
Takım hataları, kontrol edilmedikleri takdirde nihai ürün kalitesi üzerinde olumsuz bir etkiye sahip olabilir. Takım hatası kaynakları aşağıdakileri içerir:
Takım aşınması: Zamanla kesme takımları, iş parçası malzemesiyle sürekli temas halinde olmaları nedeniyle aşınır. Takım aşındıkça boyutları değişebilir. Bu durum işleme prosesinin hassasiyetini etkiler.
Yanlış takım geometrisi: Hassas işleme için takım uzunluğu, çapı ve yarıçapı (yarıçap uçlu bir takım kullanılıyorsa) doğru olmalıdır. Takımlar çevrim dışı bir ön ayarlayıcı üzerinde ölçüldüğü zaman, manüel veri girişi hataları olma olasılığı vardır.
Alet arızaları veya hasarları: İşleme sırasında takımlar hasar görebilir. Kırık takımlar, parçaların hatalı şekilde işlenmesine yol açabilir. Yetersiz yüzey pürüzlülüğü, yontulmuş kesici kenarlardan veya talaşların takıma yapışmasından kaynaklanabilir.
Yanlış takım yükleme: Benzer takımlar arasındaki küçük farklılıkları tespit etmek zor olabilir. Örneğin, bir takım ucu yarıçap boyutunun gözle belirlenmesi zor olabilir. Operatörün bir takımı yanlış tanımlaması durumunda, takım yanlış cebe yüklenebilir.
Takım montaj sorunu: İş mili ile takım tutucu arasında talaş varsa veya takım yanlış tutulursa bu durumda takım salgısı sorun olur. Parçadaki işlenmiş öğeler yanlış boyuta kesilebilir.
Manüel hata: Operatörün ne kadar vasıflı olduğuna bağlı olarak, takımların tezgah içerisinde manüel olarak ayarlanması her zaman aynı sonuçları vermeyebilir. Farklı operatörlerin farklı becerileri olacağından takım ayarının hassasiyetini kontrol etmek zor olabilir.
Termal genleşme: Tezgah veya takım ısındığında veya soğuduğunda büyüyebilir veya küçülebilir. Tezgah termal olarak kararlı değilse veya takım için yeterli soğutma sıvısı yoksa, boyuttaki değişiklikler işleme hatalarına yol açacaktır. Sıcaklıktaki bu değişiklikler, işlenmiş nihai parçanın muhtemelen doğru olmayacağı anlamına gelecektir.
Tezgahların çalışma maliyetlerini esas alan detaylı bir analizin ardından bunun ilk yıl içinde 150.000 €’dan fazla bir tasarrufa eşdeğer olduğunu biliyoruz. Bunun nedeni takımları kontrol etmek için ayırdığımız kayıp zamanın artık parçaları işlemek için kullanılabilmesidir. TRS2 için yaptığımız ilk yatırımı sadece 5 ay gibi bir süre içerisinde geri aldık.
SAME DEUTZ-FAHR (İtalya)
Otomatik bir tezgah üzeri takım ölçme probu kullanmanın avantajları
Her CNC tezgahının içinde bir takım ölçme probu kullanılması, çevrim dışı bir ön ayarlayıcı kullanılmasından daha iyi olabilir. Böyle yapılması şu konularda yardımcı olur:
Gerçek zamanlı aşınma kompanzasyonu: Takım uzunluğu ve çapı CNC tezgahında kesime başlamadan hemen önce ölçülür. Ardından CNC kontrolöründe takım boyutu ayarlamaları otomatik olarak yapılarak kesme hassasiyeti arttırılır.
Kırık takımlar proses-içinde tespit edilir: Tüm Renishaw takım ölçme probları, işleme sırasında bir takımın kırılıp kırılmadığını tespit edebilir. Gelişmiş bir lazer takım ölçüm probu kullandığınızda takımın kenarlarındaki küçük talaşları tespit edebilirsiniz. Kırık takımlarla işlemenin önlenmesi iş parçası kalitesini artırır. Ayrıca en ciddi durumlarda tezgahın hasar görmesi ihtimalini de azaltır.
Karar verme: Tezgahı, takımın durumuna göre ne yapılacağına karar verecek şekilde programlayabilirsiniz. Bir takım kırılmış veya aşınmış ise bir alarm oluşturmak isteyebilirsiniz. Tezgah operatör olmadan çalışıyorsa, bunun yerine bir yedek takıma geçmek isteyebilirsiniz.
Alandan kazanma: Takım ayarının tezgah üzerinde yapılması, ayrı bir ön ayarlayıcı ihtiyacı ortadan kaldırır ve değerli atölye alanından tasarruf sağlar.
Termal genleşme kompanzasyonu: Ölçümün tezgah içerisinde yapılması sıcaklığın kesme koşullarıyla eşleşmesini sağlar, böylelikle ölçüm ve kesme işlemleri sırasında takım aynı boyutta kalır ve parça hassas bir şekilde işlenir. Bir ön ayarlayıcı kullanıldığında, ön ayarlayıcı sıcaklığı tezgah sıcaklığından daha sıcak veya daha soğuk olabilir. Bu durum takımın genleşmesine veya büzüşmesine yol açarak hatalı takım ölçümüne ve dolayısıyla parçanın yanlış işlenmesine neden olabilir.
Ayar sürelerini azaltır: Takım uzunluğu ve çapı tezgah üzerinde ölçüldüğü için takım numarasını veya ofsetleri elle yazmaya gerek yoktur. Böylelikle operatörlerin tezgah üzerinde takımları ayarlamak için harcadıkları süre ortadan kalkar ve operatörlerin verimliliği artar.
Operatör hatası riskini azaltır: Takım numarasını veya ofsetleri CNC kontrolörüne yazmaya gerek olmadığından, otomatik takım ölçme probları operatörün yanlış değer girmesi veya ondalık noktayı yanlış yere koyması olasılığını azaltır.
İş akışını sadeleştirir: CNC tezgah içerisinde ölçüm yaptığınızda artık takımları ön ayarlayıcı ile tezgah arasında ileri geri hareket ettirmenize gerek kalmaz. Bu durum nakliye süresini ortadan kaldırır ve operatörlere daha düzenli bir iş akışı sağlayarak onların daha verimli çalışmasına olanak tanır.






Sonraki adımlar
Daha fazla bilgi mi arıyorsunuz veya ihtiyaçlarınız ile ilgili görüşmeniz mi gerekiyor? Yerel satış ofisinizle görüşmek üzere bir iletişim formu gönderin.