Proses kontrollü torna hücresi 18 günde kendisini amorti ediyor
Equator programlanabilir mastarları, yatakların işlenmesi ve parça sınıflandırılması için en üst seviyede otomasyon hücresinin oluşturulmasına yardım ederler.
Conroe, Teksas, ABD - Conroe Machine firması çoğu tezgah atölyesinin sadece yapmayı hayal edeceği bir şeyi yapıyor - "kendi kendini kontrol eden" bir proses ile çalışan insansız hücrede gece gündüz bir dizi sert parçayı tornadan geçiriyor. %100 parça denetimi ve bir ikiz işmilli Okuma 2SP-250 torna tezgahının otomatik kompanzasyonu için basit kapsamlı iletişim fonksiyonları sağlamak amacıyla Renishaw EZ-IO yazılımını kullanarak, bir FANUC robotu Equator mastarlama sistemi ile birleştirir. Hücre ayrıca tamamlanmış parçaları kutulara ve paletlerin üstüne yerleştirir. Firma torna hücresinin kendisini inanılmaz bir biçimde 18 günde amorti ettiğini söylüyor.
Conroe, günümüzün genç otomasyon uzmanlarının yeteneklerini kullanmaya hazır olan her atölyenin, CNC Programcısı James Wardell ve Robot Bilimi Teknisyeni Jeff Buck tarafından geliştirilen yazılım ve programlama ile birlikte, Renishaw'un programlanabilir Equator'u gibi, yeni teknolojilerden faydalanmalarının mümkün olduğunun kanıtı. Bir keresinde aynı otomasyon ekibi, bu sefer iki Equator, bir FANUC robot, bir kameralı sistem ve birkaç düşük profil konveyör şeridini birleştirerek, bir müşteri için insansız bir parça ölçme/sınıflandırma hücresi yapmışlardı. Her iki aplikasyonda da, Equator bir dizi yatak yuvasını hızlıca ölçerek, bu işlemi ekonomik bir biçimde ve herhangi bir fikstür veya atölye ortamından kaynaklanan bir problem olmadan yaparak, programlanabilir karşılaştırmalı denetimin değerini ortaya koymuştur.
Conroe Machine 2000 yılında, mevcut olan en iyi üretim teknolojisi ile parçalar üretmek amacı ile, Murray "Tippy" Touchette tarafından kurulmuş, nispeten genç bir firma. Firma iklim kontrollü 6,000 metrekarelik tesiste çalışan yaklaşık 150 çalışanı ile hızlı bir biçimde büyüdü. Genel amaçlı bir atölye olsa da, Conroe'nin Houston yakınlarında bulunması, firmanın özellikle sondaj bileşenleri başta olmak üzere, petrol ve gaz endüstrisinden yüksek oranlarda iş almasına neden olur. Firmanın petrol ve gaz endüstrisi için sürekli yaptığı işlerden bir tanesi kuyu içi Mud motorları için basınç yatağı yuvaları üretmek. Bu parçalardan gece gündüz çalışarak her hafta binlerce üretiliyor.
Otomasyon basamaklarında yükselmek
Mevcut durumda dört tane Doosan Puma torna tezgahında yatakların kaba işlemleri yapılıyor. İlk başta hem kaba işleme, hem de bitirme çalışmaları dört operatör tarafından işletilen bu tezgahlarda yapılıyordu. Artık bu tezgahlar, FANUC robotları tarafından yüklenen/boşaltılan iki hücreye bölündü ve sadece kaba işlemeleri gerçekleştiriyor - bu hücreler atölyenin önceki otomasyon projeleri arasındaydı. Yarı işlenmiş parçalar, yüzey finiş işleminden önce, 1.7 mm (0.070") derinliğinde yüzey sertleştirme işlemi için HRC 65'e gönderiliyor.
"Üretimimiz bu iki hücre ile birlikte günde 800-1000 parçaya yükselti, yani hücre başına 400-500 parça," diye açıklıyor James Wardell. "Tezgahları yüklemek ve parçaları denetlemek için bir tane operatörümüz vardı. Ancak bu kadar büyük miktarda, bu kadar çok parçayı doğru bir şekilde denetlemesi için bir operatöre ne kadar güvenebilirsiniz ve hatta bizim daha çok parça üretmemiz lazımdı."
Neden Equator?
"Bir sonraki adımımız olarak, finiş işleme için, içinde otomatik parça yükleme, proses sonrası ölçüm, otomatik takım kompanzasyonu, parça markalama ve parçaların kutulara/paletlere yerleştirilme işlemlerinin yer aldığı, tam otomatik bir proses tasarladık," diye ekliyor. "Böyle bir sistemin parça ölçüm teknolojisi, CNC türü ve takım kompanzasyonu için yazılım dışındaki bileşenleri için çok iyi fikirlerimiz vardı. Parçaların, 98 saniye kadar kısa olabilen, çevrim sürelerine ayak uydurması için denetimin hızlı olması gerekiyordu. İlk başta hızı nedeniyle beyaz ışık lazer denetimine yoğunlaştık, ancak parçalar çok yansıtıcı yüzeylere sahipti. Ayrıca klasik mastarlama ve atölye CMM'lerine de baktık. Klasik mastarlama çok pahalı idi ve ayarlama için dikkat gerektiriyordu. CMM ise hiç hız avantajı vermiyordu. Renishaw ile diğer projeler üzerinde çalışırken, bölge müdürü Sheila Schermerhorn bize olası bir çözüm olarak Equator'u gösterdi.".
İşleme hücremiz için, Equator ile karşılaştırılabilecek başka bir uygun maliyetli, atölye ortamında ölçüm yapabilen cihaz yoktu.
Conroe Machine (ABD)
Proses kontrol takımları ve yazılımı
Equator özel mastarlama sistemlerine düşük maliyetli, esnek bir alternatiftir. Karşılaştırmalı ölçme metodunu kullanmaktadır. Bir CMM'de alınmış bilinen ölçüm değerlerine sahip bir mastar parça Equator'u "mastarlamak" için kullanılır ve ardından gerçekleştirilen tüm ölçümler mastar ile karşılaştırılır. Tekrarlanabilirlik mastarlamanın hemen ardından 0.002 mm'dir (0.00007ʺ). Atölye sıcaklık değişimlerini kompanse etmek amacıyla Equator her zaman yeniden mastarlanabilir. Equator saniyede 1000 noktaya varan hızlarda temaslı ve tarayarak veri toplama işlemleri için bir SP25 probu kullanır. Prob uçları entegre bir altı-portlu değiştirme magazininde saklanır ve sistem MODUS™ Equator yazılımı aracılığıyla programlanır. Equator manüel olarak basmalı buton kolaylığında kullanılabilir, ancak bu durumda otomasyon için EZ-IO yazılımı ile Conroe'nin otomatik sistemlerine entegrasyon için tasarlanmıştır.
Wardell, "2012 yılının başlarında Hartwig'te gerçekleştirilen bir herkese açık etkinliğe katıldık ve Equator'u Okuma'nın ikiz-işmilli çift-gantry torna tezgahı ile birlikte, çalışırken gördük," diyor. "Bizim türümüzdeki parçalar için hazır otomasyonlu olmasının yanı sıra, torna tezgahının Windows®-tabanlı OSP çift-güzergah kontrolünün, kendi otomatik kompanzasyon yazılımımızı geliştirme planımız için çok önemli olan, açık bir mimarisi ve PC-tabanlı işletme platformu var."
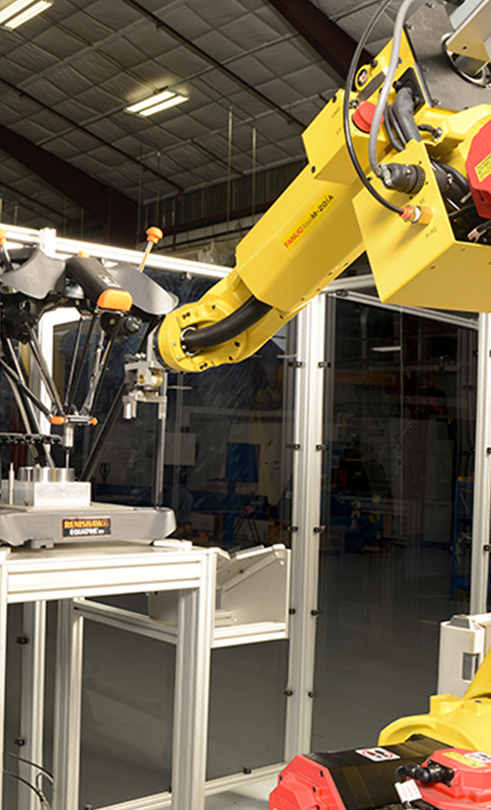
Otomatik hücredeki Equator
Wardell ve Buck, Okuma 2SP-250H, tek bir Equator, bir markalama tezgahı ve bir FANUC M20iA 6-eksenli robotun yer aldığı bir hücre tesis etmeye devam etti. Pratikte torna tezgahının ikili parça taşıma sistemi yaklaşık olarak 300 tane ham iş parçası ile yüklenir. Torna tezgahının ikili gantry yükleyicileri iş millerini besler ve tamamlanmış parçaları robot tarafından alınacakları konveyöre giden oluğa koyar. Robot parçayı ölçüm için Equator'a yerleştirir ve parça kabul edilebilir ise onu markalama tezgahına aktarır ve son olarak tamamlanmış parçaları kutuların/paletlerin üzerine yerleştirir.
Wardell sözlerine şöyle devam ediyor, "OSP kontrolünde çalıştırmak üzere kendi takım kompanzasyonu yazılımımızı geliştirdik. Bu yazılım parça toleranstan saptığında takımları ofsetlemek için, Equator'dan gelen ve bir CSV dosyası formatında iletilen ölçüm sonuçlarını kullanır." Tezgahla işleme, ±0.025 mm (0.001") en sıkı tolerans değeri ve 0.5 mikronluk (8 mikroinç) yüzey finişi ile, parçanın her iki tarafından 0.38 mm (0.015") kadar alır. Parçalar boyut olarak üç - altı inç dış çap arasında değişirler. Wardell, "Equator toleranslarımız içerisinde yüksek bir marj ile kolaylıkla ölçüm yapabilmektedir." diyor.



Proses kontrolü
"Dış çap/iç çap oranımız, yarıçaptaki yaklaşık 5 mikronluk farklılık ile, sabit olarak kalır. Parçaları boyutlarına göre partilere ayırırız, böylelikle torna bağlama aynası çeneleri ve diğer takımların değişiklikleri minimuma iner. Equator'un hızı proses hızına kolaylıkla ayak uydurmaya imkan verir. Atölyemiz 22.2 °C (72 °F” ) sıcaklığa göre iklim kontrollü olduğu için, sadece günde bir kez yeniden mastarlama yapıyoruz.
Denetleme prensipleri ve otomatik esneklik
Parçalar için ölçüm metodolojisi şaşırtıcı bir şekilde basit. Wardell şöyle açıklıyor; “Equator fikstür plakasının merkezine yerleştirilen, merkezinde bir delik bulunan bir alüminyum blok yaptık. Bunu merkezimizi belirlemek ve koordinat sistemini ayarlamak için kullanıyoruz. Her bir parça bu bloğun merkezine yerleştiriliyor. Parça üzerinde bir merkez almak için temas ediyor, ardından geri kalan herşey için yüzey taraması gerçekleştiriyoruz. Ölçüm prosesinin bir parça fikstürü veya prob ucu değişimi olmaksızın çalışmasını planladık. Robot, Equator'daki EZ-IO otomasyon yazılımı aracılığıyla, her bir parça türü için hangi ölçüm programının çalıştırılacağını seçiyor. Parçanın tolerans içerisinde olduğundan emin olmak için, ölçmemiz gereken kritik öğeleri biliyoruz."

Kullanılmış parçaların ölçümü/sınıflandırılması
Torna hücresi şu sıralar günde 600-700 civarında tamamlanmış parça üretiyor, yani daha önce iki olan hücre ihtiyacı şimdi bire düştü. Bu da, bir müşteri için parça sınıflandırma hücresini de içeren, bir takip projesine yol açtı. Touchette tarafından tasarlanan bir kavrama dayanarak, Wardell ve Buck kullanılmış Mud motoru basınç yatağı yuvaları için, bir ölçüm ve sınıflandırma hücresi geliştiriyorlar.
Petrol sektörü servis atölyelerinde, kullanılmış motorlar sökülür, yenilenir ve tekrar kullanıma alınır. Wardell, "Müşteri parçaların yeniden kullanılabilir olup, olmadıklarını belirlemek amacıyla kullanılmış yuvaları görsel olarak denetliyordu ve bazı sağlam parçaları da attıklarını biliyorlardı, bu da para demekti," diyor. "Onlara insan kararını prosesin dışına çıkaran bir tak-ve-çalıştır ölçme ve sınıflandırma sistemi vermek istedik, böylece daha fazla sayıda sağlam yuva kurtarılabilirdi."
Bu makale yazıldığında sistem halen geliştirme aşamasındaydı. Buck ve Wardell iki Equator, bir FANUC LRMate 200iC 6-eksenli robot, birkaç düşük profil konveyör şeridi, bir FANUC iR Kameralı Görüntü Sistemi ve robotun uç uyarıcıları için bir ATI hızlı takım değiştirici içeren bir hücre yapıyorlardı. Görüntü sistemi Equator'a hangi parça numarasının sunulduğunu ve hangi ölçüm programını çalıştırması gerektiğini söylemektedir. Sağlam parçalar hemen ardından uygun konveyöre ve kullanılmayacak durumda olan parçalar hurda konveyörüne yerleştirilir.
Buck sözlerine şöyle devam ediyor, "Bu sistemi bir ünite ve motor atölyesi çalışanları için kullanıcı dostu olarak tasarladık - sadece çalıştırın ve parçaları konveyöre yükleyin."
Wardell, "İşleme hücremiz için, Equator ile karşılaştırılabilecek başka bir uygun maliyetli ve atölye ortamında ölçüm yapabilen takım yoktu. Ve bir müşteri için hazırladığımız hücre entegrasyon girişimimizin, tüm firmamız için bu alanda yeni bir iş imkanı doğurmasını umuyoruz." diye ekliyor.