Za 50 % hitrejša kontrola turbinskih lopatic
Proizvajalec turbinskih lopatic Europea Microfusioni Aerospaziali iz italijanskega mesta Morra De Sanctis v bližini Avellina danes izvaja kontrole s 5-osno merilno glavo Renishaw PH20. Cikli so se tako v primerjavi s 3-osnim sistemom skrajšali tudi za 50 %.
Ozadje
Podjetje Europea Microfusioni Aerospaziali (EMA) je član skupine Rolls-Royce Group, v svetu vodilnega proizvajalca pogonskih sistemov za civilna in vojaška letala, ladje in podmornice, kakor tudi industrijskih turbin v energetiki.
Podjetje EMA ima na svoji lokaciji v mestu Morra De Sanctis tovarno na 20.000 m2, kjer iz posebnih zlitin proizvajajo ultranatančne lopatice za statorje in rotorje, namenjene vgradnji v visokotlačne, srednje- in nizkotlačne stopnje turbinskih motorjev civilnih in vojaških letal. Podjetje proizvaja tudi lopatice za industrijske turbine, ki se uporabljajo v energetiki.
EMA ustvari več kot dve tretjini prometa s prestižnimi kupci iz italijanske in svetovne industrije, med katerimi so matično podjetje Rolls-Royce, AgustaWestland, Ansaldo Energia, Avio, Turbocare, Siemens in MAN. Približno četrtina vojaških letal na svetu ima motorje Rolls-Royce, v mnogih od njih pa so vgrajeni izdelki EMA.

Od prihoda nove merilne glave Renishaw PH20 se je znatno skrajšal čas meritev in zmanjšalo število menjav tipal med kontrolnimi cikli. S programsko opremo MODUS™ smo tudi skrajšali in optimizirali čas, ki ga porabimo za programiranje. Cikle smo uspeli skrajšati za 30–50 %, včasih tudi več.
Europea Microfusioni Aerospaziali (Italija)
Izziv
Lopatice turbin in letalskih motorjev izdelujejo iz superzlitin, ki vzdržijo zelo visoke temperature in tlake. Njihova oblika je kompleksna za maksimalno učinkovitost ter zmanjšanje napetosti in utrujanja materiala. Kljub temu pa se izdelujejo po enem od najstarejših postopkov, ki jih je izumil človek – z litjem.
V podjetju EMA so izpilili različne tehnike mikrolitja, vključno s tehnologijo izdelave lopatic iz enega samega kristala kovinske zlitine. Specializirali so se tudi za litje s staljivimi voščenimi modeli, ki se začne z ustvarjanjem voščenih modelov v kovinskih kalupih.
Voščene modele nato prevlečejo s keramičnim materialom, ki je odporen proti visokim temperaturam. Vosek odstranijo, keramična lupina pa tvori kalup za ulivanje superzlitine. Ko se ulitki strdijo in ohladijo, sledita še toplotna in strojna obdelava. Vse komponente gredo nato v kontrolo dimenzijske točnosti in strukturne integritete z ultrazvokom, rentgenskimi žarki in tekočim penetrantom.
Oblikovanje učinkovitega procesa za preverjanje dimenzijske točnosti lopatic turbin in letalskih motorjev ni preprosto zaradi kompleksne geometrije in zahteve po 100-odstotni kontroli.
Rešitev
Vodja kontrole kakovosti inž. Vittorio Caggiano poroča: »Morali smo poiskati rešitev za izboljšanje učinkovitosti procesa preverjanja dimenzij oz. števila premerjenih izdelkov na enoto časa.«
V podjetju so lahko izbirali med naložbo v nove merilne stroje ali pa skrajšanjem merilnih ciklov in s tem izboljšanjem kapacitet obstoječih merilnih strojev.
»Še nekaj let nazaj so naši KMS delovali s 3-osnimi indeksirnimi glavami PH10, zato so obstajale določene omejitve glede gibanja in časa menjave tipal,« se spominja Caggiano. Te omejitve so bile posledica kompleksnosti delov, zaradi katerih je bilo treba v vsakem merilnem ciklu večkrat zamenjati tipala.
»Boljšo rešitev smo poiskali v tesnem sodelovanju s tehniki iz Renishawa. Naše izdelke smo tudi poslali na preizkusne meritve v torinski Renishaw. Po testih smo se določili, da bo najboljša rešitev naložba v novo, bolj prilagodljivo in učinkovitejšo 5-osno merilno glavo PH20 ter v merilno programsko opremo MODUS. Renishaw je naše obstoječe KMS opremil z novimi merilnimi glavami, strokovnjaki Renishaw SpA pa so med usposabljanjem v naši tovarni pripravili 50 merilnih programov.«
Rezultati:
»S končnim rezultatom smo izjemno zadovoljni,« doda programer KMS Maurizio Rullo. »Od prihoda nove merilne glave Renishaw PH20 se je znatno skrajšal čas meritev in zmanjšalo število menjav tipal med kontrolnimi cikli. S programsko opremo MODUS smo tudi skrajšali in optimizirali čas, ki ga porabimo za programiranje. Cikle smo uspeli skrajšati za 30–50 %, včasih tudi več!«
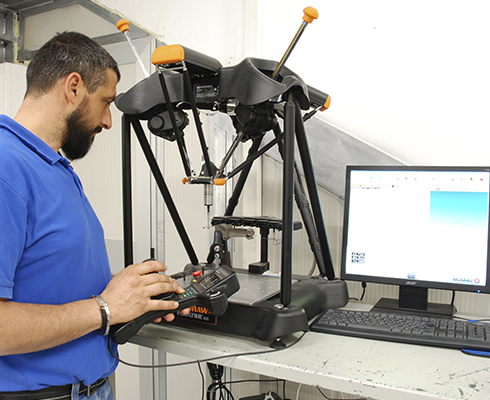
Podjetje EMA je kupilo tudi prilagodljivi merilni sistem Renishaw Equator™, s katerim lahko hitro in učinkovito kontrolirajo geometrijo in obliko delov, ki jih proizvajajo v velikih serijah.
»Renishaw Equator nam je omogočil, da vse potrebne kontrole komponent, za katere smo prej uporabljali več merilnih instrumentov, danes izvedemo na enem mestu. Tako smo občutno skrajšali čas kontrole delov, ki jih proizvajamo v velikih količinah,« zaključi Rullo.
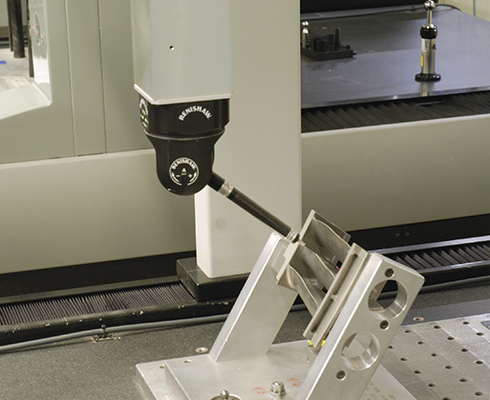
Renishaw PH20 in programska oprema MODUS
Edinstveni način otipavanja glave PH20 omogoča zajem merilnih točk s premikanjem glave namesto s premikanjem konstrukcije KMS. Hitro vrtilno gibanje glave omogoča hitrejši zajem točk z boljšo natančnostjo in ponovljivostjo. Petosno gibanje odpravi tudi indeksiranje merilne glave.
Zvezno pozicioniranje merilne glave PH20 zagotavlja optimalen dostop do značilnosti in najmanjše število menjav tipal. Sočasno petosno gibanje omogoča merjenje večjih delov na KMS, saj je za obračanje glave ob merjencu potrebno kar najmanj prostora. Glava PH20 se samodejno poravna s koordinatnim sistemom merjenca, s čimer so preprečeni trki tipal in je odpravljena potreba po natančnih vpenjalih.
Edinstvena tehnika izpeljanega umerjanja, ki je bila razvita za PH20, določi orientacijo glave in položaj merilnega modula v eni sami operaciji, s čimer so omogočene nadaljnje meritve v kakršnem koli kotnem položaju glave.
PH20 se samodejno poravna s koordinatnim sistemom merjenca, s čimer so preprečeni trki in je odpravljena potreba po kompleksnih vpenjalih.
Edinstven sistem za hitro umerjanje določi orientacijo merilne glave in modula v eni sami operaciji in omogoča meritve pod poljubnim kotom.
Merilna programska oprema MODUS je poenostavila kompleksne meritve in programiranje merilnih ciklov. Programska oprema omogoča offline razvoj naprednih programov neposredno na osnovi modelov CAD ter s funkcijami za simulacijo, zaznavanje trkov in zaslonsko preverjanje poti merilne glave. Prekinitve v obratovanju strojev se tako skrajšajo na minimum, programi so pripravljeni za takojšnjo uporabo, obseg testiranj pa se zmanjša na minimum ali popolnoma odpravi.

Povzeto po izvirnem članku Ernesta Imperie (Tecnologie Meccaniche)

