85-odstotno skrajšanje časa delavniških meritev izdelkov za Daimler z merilnimi sistemi Equator™ v podjetju Tremec Mexico
Izboljšanje kontrole zobnikov za Daimler
Družba Tremec v svoji tovarni v Queretaru blizu Ciudada de Mexica proizvaja prenosnike za Daimler, Volvo, GM, John Deere in CNH. Tremecovi strokovnjaki so ugotovili, da bi lahko občutno izboljšali svoj proizvodni proces, saj so za kontrolo delov med procesom porabili mnogo preveč časa. Ko se je napovedal nov projekt zobnikov za Daimler, so se odločili, da bodo začeli uporabljati merilne sisteme Renishaw Equator, ki omogočajo drugačen pristop h kontroli pri brušenju in struženju sintranih zobnikov. Iz Tremecovih proizvodnih celic vsak dan pride od 550 do 600 zobnikov, vsi pa so namenjeni izvozu v Daimlerjevo tovarno v Združenih državah.
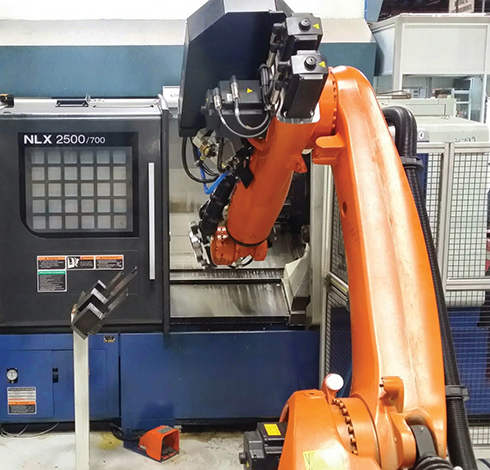
V preteklosti je vsaki fazi proizvodnje sledila kontrola nekaterih značilnosti v oddelku za kontrolo kakovosti, ki je v povprečju trajala približno 20 minut. Za največjo točnost so včasih izgubili tudi več kot uro s čakanjem, da se je temperatura merjenca pred meritvijo izenačila s temperaturo v prostoru za kontrolo kakovosti. Z merilnimi sistemi Equator, ki so jih postavili ob obdelovalne stroje, se je ta proces skrajšal na dve minuti in pol. Pri Tremecu uporabljajo sisteme Equator za meritve po struženju. Dve stružnici Mori Seiki zalaga in prazni Kukin robot, kontrolirajo pa vsak tretji izdelek. Ko je potrebno, operaterji posodobijo odmike orodja.
Ena od Tremecovih proizvodnih hal je namenjena izdelkom za kupca Daimler, kjer stružijo in brusijo zobnike v obdelovalnih celicah. Inženirji so morali na začetku projekta kritično oceniti svoje običajne metode za merjenje delov, saj bi s konvencionalnim pristopom dobili zelo dolge pretočne čase.
»Ko se je začel projekt za Daimler, smo si najprej ogledali druge sisteme za nadzor procesov, saj smo želeli izboljšati svoj pristop,« pojasnjuje inženir Andrés González, vodja kakovosti in meritev pri Tremecu. »Udeležili smo se več industrijskih dogodkov in se seznanili z merilnim sistemom Renishaw Equator. Spoznali smo, da bi nam lahko koristil. Preučili smo, kako deluje in naše zanimanje je še posebej pritegnila njegova prilagodljivost potrebam vsakokratnega projekta.«
Proizvodne celice
Tremec ima trenutno šest stružnic Mori Seiki, dva stroja za cilindrično brušenje in štiri robote Kuka, s katerimi izdelujejo 25 različnih zobnikov s poševnim ozobjem in dvojnih stožčastih zobnikov. V celici sta dve tri- ali štiriosni stružnici Mori Seiki, označevalna naprava, detektor delov, robot in merilni sistem Equator. Vsak tretji izdelek gre na meritve in operaterji na osnovi podatkov o premeru in višini iz merilnega sistema Equator posodabljajo odmike orodja na stružnicah.
Sisteme Equator je dobavil Conmed, distributer družbe Renishaw v regiji Bajío. Predstavnik podjetja Jesús Marañón in njegova ekipa so Tremecu tudi svetovali in razvili prve programe. Analiza obstoječih delavniških procesov je pokazala, da se na delih merijo samo osnovne značilnosti, operaterji pa so za kontrolo kritičnega premera vseeno morali nositi dele v oddelek za kontrolo kakovosti in uporabljati koordinatni merilni stroj (KMS).
»Ko smo postavili merilni sistem Equator, ki ga je mogoče programirati podobno kot KMS, smo lahko začeli meriti vse značilnosti, vključno s premerom, kar v proizvodni celici. Delov nam ni več treba prenašati v oddelek za kontrolo kakovosti in meritve zdaj izvajamo ob stroju, kar je gotovo ena glavnih prednosti,« pove inženir González.
Za take meritve se v oddelku za kontrolo kakovosti v povprečju porabili 20 minut, temu pa je treba prišteti še čas za izenačevanje temperature merjenca z okolico v oddelku za kontrolo kakovosti. Pri Tremecu so z merilnim sistemom Equator ob stroju uspeli skrajšati merilne operacije na dve minuti in pol.

Po analizi tehničnih specifikacij, ki jih dobimo od kupcev, in na osnovi seznama merjenih in kontroliranih značilnosti smo spoznali, da se bo skupno število merilnih naprav zmanjšalo, saj lahko s sistemom Renishaw Equator merimo vse – razdalje, dimenzije in premere.
Tremec (Mehika)
Razširjena uporaba Equatorja na drugih področjih
Po prvem uspešnem projektu so se pri Tremecu v celoti zavedli pomena prilagodljivosti in vsestranskosti merilnega sistema Equator ter dejstva, da lahko merilni sistem obratuje v delavnici. Zato so ga začeli uvajati tudi v druge procese.
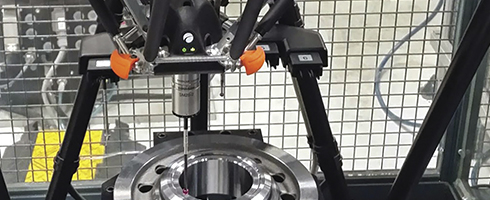
Merilni sistem Equator so tako postavili v oddelek za struženje sintranih zobnikov, in sicer za meritve več različnih dvojnih stožčastih zobnikov premera pribl. 200 mm ali 8 palcev. Spoznali so namreč, da je Equator sposoben tudi merjenja zahtevnejših značilnosti na teh delih. »V teh celicah merimo premere, razdalje, kote ter korelacijo odstopanj krožnega teka in oblikovnih napak. Prehoda smo se lotili v dveh fazah, v vsaki pa je bilo vključenih 10 različnih izdelkov. Že v prvi fazi smo si ustvarili drugačen pogled na celoten proces.«
»Nekdaj smo značilnosti delov merili na merilnih mizah z raznimi ročnimi orodji, kot so kljunasta merila. S sistemom Equator lahko zdaj pomerimo višine v istem programu kot premere, v določenih primerih pa tudi skupaj s koti posnetij. To nam je resnično pomagalo izboljšati meritve in celoten proizvodni proces,« pojasnjuje inženir González.
Tremec v drugem koraku načrtuje dodatno zaposlitev za merilne sisteme Equator. »V meritve bomo vključili tudi notranje premere in odstopke krožnega teka ter veganje na obeh premerih in na ploskvah,« doda inženir González.
Avtomatizirane celice
Uvedba Equatorja je le prvi del načrta. Trije sistemi Equator že merijo v popolnoma avtomatiziranih celicah, v naslednji fazi, ki jo nameravajo dokončati še letos, pa bodo vseh 13 merilnih sistemov Equator postavili v robotske celice. Preostalih deset trenutno polnijo še ročno. »Samodejne meritve so eden naših glavnih ciljev,« pove González.
Meritve v delavnici
Merilni sistem Equator je delavniški kontrolni pripomoček, ki ga je mogoče postaviti v neposredni bližini obdelovalnih strojev in vzdržuje visoko raven natančnosti kljub temperaturnim spremembam. Prav to so potrebovali pri Tremecu, da bi izboljšali svoj proces kontrole. Sistem ponuja tudi druge koristi, kot je možnost prikaza rezultatov meritev izdelkov, zgodovine in trendov. Podatke je mogoče shraniti za sledljivost in jih analizirati s funkcijo Process Monitor, vse to pa zagotavlja programska oprema, ki pride z vsakim merilnim sistemom Equator. Tudi to je ključna zmogljivost, ki so jo potrebovali pri Tremecu.
»Večina naše obstoječe opreme lahko prikaže rezultate meritev za posamezni del, za shranjevanje in analizo podatkov pa je potrebna dodatna programska oprema,« pove inženir González. »Merilni sistem Equator je popolna in celovita alternativna rešitev, ki smo jo iskali in zaradi katere smo se odločili za ta sistem. Po analizi tehničnih specifikacij, ki jih dobimo od kupcev, in na osnovi seznama merjenih in kontroliranih značilnosti smo spoznali, da se bo skupno število merilnih naprav zmanjšalo, saj lahko s sistemom Renishaw Equator merimo vse – razdalje, dimenzije in premere.
González nadaljuje: »Equator se razlikuje od KMS, saj uporablja primerjalno metodo. Potrebujemo umerjen master (ki je identičen produkcijskim delom in narejen iz istega materiala – običajno gre kar za prvi izdelek), ki ga premerimo na KMS. Na osnovi certificirane sledljivosti KMS izdelamo datoteko z izmerjenimi ‘kalibracijskimi’ podatki, ki jih nato uporabimo pri vsakokratnem ‘ničenju’ sistema Equator z istim mastrom in si tako zagotovimo gotovost v rezultate meritev.«
O družbi Tremec
Družba Tremec je bila ustanovljena leta 1964 za proizvodnjo ročnih menjalnikov za težka in lahka gospodarska vozila in za osebna vozila. Danes konstruirajo in proizvajajo rešitve za prenos vrtilnega momenta za avtomobilsko industrijo, kmetijske stroje in obrambno industrijo. Med drugim izdelujejo ročne in samodejne menjalnike, dvosklopčne menjalnike, zobnike, gredi, sklopke, sinhronizacijske naprave in integrirane sisteme sklopke s pripadajočo programsko opremo.
Tremec je mehiško podjetje s proizvodnimi obrati v ZDA, Indiji in Belgiji. Belgijsko tovarno so postavili pred petimi leti, prevzela pa je tudi razvoj izdelkov. V mehiški tovarni Escobedo proizvajajo za podjetja, kot so Eaton, Navistar (najstarejši kupec te tovarne), CNH in Parker.
Merilni sistemi Equator so ključni člen strategije za prihodnost
Tremec v svojih proizvodnih celicah z merilnimi sistemi Equator vsak dan izdela od 550 do 600 zobnikov, vsi pa so namenjeni izvozu v Daimlerjevo tovarno v Združenih državah. V tej tovarni so tudi celice za proizvodnjo delov za Volvo (zobniki), GM (menjalniki), John Deere in CNH.
Tremecov naslednji projekt bo postavitev dodatnih šestih postaj Mori Seiki, dveh novih brusilnih strojev in šestih robotov Kuka. Na oddelku brušenja načrtujejo dodaten sistem Equator, s katerim bodo zaključili tri celice za obdelavo z brušenjem.
Prilagojeno po izvirnem članku: Eduardo Tovar, Modern Machine Shop Mexico

