L’esperienza di successo di un contoterzista in UK
I direttori di Castle Precision hanno scelto di adottare tecnologie innovative in ogni settore produttivo. Questa decisione si è dimostrata vincente, perché le nuove tecnologie, applicate in maniera efficace, hanno consentito di ridurre i tempi di inattività di oltre l'80%, ottimizzando la produzione. Ad esempio, i sistemi di ispezione Renishaw installati sui torni CNC di Castle hanno ridotto i tempi di ispezione da 35 minuti a meno di 6 minuti.
Costruire la qualità
Renishaw ha collaborato con Castle, fornendo il proprio supporto per oltre 20 anni. Il presidente, Marcus Tiefenbrun, ci dice: "Sono fermamente convinto nella costruzione della qualità fin dall’inizio, non nel suo raggiungimento per mezzo delle verifiche a posteriori. I sistemi di tastatura Renishaw rappresentano un elemento fondamentale della nostra filosofia produttiva , la nostra collaborazione con Renishaw è da sempre molto stretta e posso affermare che la loro flessibilità e disponibilità sono sempre state al di là di ogni aspettativa."
Il primo tastatore Renishaw entra in Castle nel 1984, montato su un centro di lavoro Mori Seiki a sei pallet. Anche se all'epoca il software era limitato, la sonda si rivelò immediatamente molto utile nel creare gli zeri per le lavorazioni. Da allora, Castle ha l’installazione di tastatori come standard su tutte le nuove macchine, utilizzando dove serve il servizio di retrofit Renishaw.
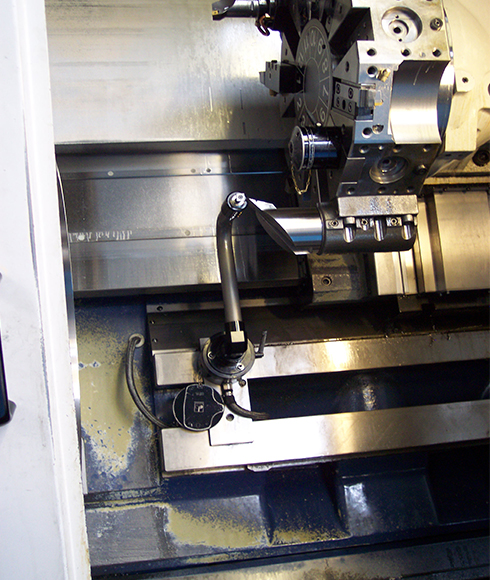
I tastatori da mandrino sono ormai comuni sui centri di lavoro, ma Castle ne ha dimostrato l’efficacia anche sui torni CN, sia per l’azzeramento, sia per l’ispezione. Il direttore dell'ufficio tecnico, Alex Skinner, è stato l'ispiratore, insieme a Marcus Tiefenbrun, del forte impulso tecnologico impresso alla produzione. Con queste parole spiega come guadagnare in efficienza.
"Uno dei pezzi che producevamo richiedeva 35 minuti per le ispezioni in processo. Era chiaramente necessaria una riduzione dei tempi. Il pezzo veniva caricato manualmente e doveva rimanere fermo. L'operazione faceva parte del ciclo di lavorazione, per cui la macchina non poteva lavorare. Ciò implicava l'interruzione della produzione per tutto il tempo richiesto dall'ispezione. Gli ispettori misuravano un pezzo dalle pareti particolarmente sottili e decidevano se era o meno conforme alle specifiche. Accettavano oppure rifiutavano il pezzo senza registrare i valori misurati. Con l'introduzione di un ciclo di tastatura, i tempi delle ispezioni si sono ridotti a circa 6 minuti. Le misure sono registrate e salvate in un pacchetto SPC. Possiamo recuperare istantaneamente le dimensioni misurate di qualsiasi pezzo lavorato negli ultimi cinque anni."
Decisioni intelligenti con i sistemi di ispezione
E non è finita. Alex Skinner continua: "Decidemmo di utilizzare la sonda per prendere decisioni intelligenti. Le misure effettuate dalla sonda vengono utilizzate per aggiornare le correzioni. Tali modifiche vengono quindi scaricate e registrate per consentirci di monitorare e controllare il processo. In questo modo siamo riusciti a ridurre drasticamente l'intervento umano, tanto che ora ciascun operatore è in grado di seguire due macchine anziché una soltanto."
Integrare perfettamente i cicli di tastatura con i processi di produzione
Marcus Tiefenbrun non ha dubbi sui vantaggi dell'applicazione di sistemi di sonde alle macchine CNC della propria azienda. "Il vantaggio principale è rappresentato dalla riduzione o, per meglio dire, dalla completa eliminazione di tutti i problemi legati alle correzioni". Anche la semplificazione delle operazioni non è un fattore da trascurare. Ci siamo resi conto che quando i nostri clienti vedono con i loro occhi i processi da noi utilizzati restano veramente impressionati e la loro fiducia nei nostri confronti cresce in modo significativo, perché si rendono conto che ogni dettaglio del processo è sotto controllo."
Skilled staff and training are the key
One vital element to running a process like this is having the skilled staff to run it. Marcus Tiefenbrun's father ran the company before him, and believed in a strong apprenticeship scheme. When Marcus took over in 1994, he invested heavily in the latest machinery and control systems, but never forgot the importance of skilled people to run them, with up to 20 people at a time in training, supplemented by their college grounding. The importance of this is further emphasised by the central role played by the project staff, all of whom have been trained internally.
Marcus explains “Expansion is limited by how many skilled people can be recruited. Colleges need to, and in some cases now do, invest in the latest equipment. Success is down to the entire process working well together i.e. fully integrated liaison between us and the college.”

Integration of the entire company computer system


