Leur cellule de tournage dur à contrôle de procédé a été rentabilisée en 18 jours
Le comparateur programmable Equator™ facilite la création d'une cellule automatisée sans égal pour l'usinage de roulements et le tri de pièces
Conroe, Texas, États-Unis – Conroe Machine fait ce que la plupart des ateliers d'usinage rêveraient de faire : le tournage dur d'une gamme de pièces 24h/24 dans une cellule entièrement automatisée à procédé « auto-contrôlé ». Cette cellule intègre un robot FANUC au comparateur Equator™ avec le logiciel EZ-IO pour réaliser des fonctions de communication simples mais complètes, l'objectif étant de faire une inspection à 100 % des pièces et une auto-compensation d'un tour à deux broches Okuma 2SP-250. La cellule se charge également d'emballer et de palettiser les pièces finies. L'entreprise affirme avoir rentabilisé sa cellule de tournage en 18 jours !
Conroe démontre bien que n'importe quel atelier, disposé à mettre en œuvre le talent de ses jeunes experts en automatisation moderne, peut exploiter une nouvelle technologie comme celle de l'Equator, avec des logiciels et une programmation développés par James Wardell, programmeur de CN et Jeff Buck, technicien en robotique. Toujours sur sa lancée, cette même équipe d'automatisation a créé, pour le compte d'un client, une cellule de mesure/triage de pièces sans surveillance en combinant cette fois deux Equator, un robot FANUC, un système de vision et plusieurs pistes de transporteur à bas profil. Dans ces deux applications, l'Equator a illustré les atouts de l'inspection comparative programmable en mesurant rapidement, en environnement d'atelier, une famille de chemins de palier, et ce de manière rentable et sans bridages ni problèmes.
Conroe Machine est une entreprise relativement jeune. Fondée par Murray « Tippy » Touchette en 2000, son ambition déclarée est de produire des pièces en employant la meilleure technologie de fabrication disponible. L'entreprise s'est développée rapidement pour atteindre 150 employés travaillant dans une usine climatisée de 6000 m². Bien qu'il s'agisse d'un atelier multifonction, l'implantation de Conroe à proximité de Houston fait qu'un fort pourcentage de son activité provient de l'industrie du pétrole et du gaz, principalement pour des composants de forage. Une des tâches « permanentes » de l'entreprise pour cette industrie est la fabrication de chemins de paliers de butée pour les moteurs à boue de forage. Chaque semaine, ces pièces sont produites jour et nuit par milliers !
Comment gravir l'échelle de l'automatisation
Actuellement, les paliers sont ébauchés sur quatre tours Doosan Puma qui, à l'origine, réalisaient à la fois l’ébauche et la finition. Quatre opérateurs étaient aux commandes. Ces machines sont désormais divisées en deux cellules (le chargement / déchargement est effectué par des robots FANUC) ne réalisant que l’ébauche. Ces cellules faisaient partie des anciens projets d'automatisation de l'atelier. Les pièces semi-finies sont envoyées à la cémentation (HRC 65) sur une profondeur de 1,7 mm avant le tournage de finition.
« Avec ces deux cellules, » explique James Wardell, « notre production plafonnait à 800/1000 pièces par jour, soit 400 à 500 par cellule. Un seul opérateur chargeait les machines et contrôlait les produits finis. Le problème, c'est qu'un opérateur peut seulement contrôler correctement un certain nombre de pièces de ce type et volume, et il nous fallait plus de rendement. »
Pourquoi Equator ?
« Pour passer à l'échelon supérieur, nous avons mis au point un procédé entièrement automatisé pour la machine de finition, avec chargement automatique des pièces, mesure du post-processus, compensation automatique des outils, gravure des pièces et conditionnement/palettisation des pièces, » ajoute-t-il. Nous connaissions bien les composants de ce type de système, sauf ce qui touche à la technologie de mesure de pièces, le type de CN et les logiciels de compensation d'outils. Le contrôle doit être rapide pour garder la cadence des cycles sur les pièces, car elles peuvent être limitées à 98 secondes. Au départ, nous avions envisagé un contrôle avec un laser à lumière blanche à cause de sa vitesse, mais nos pièces étaient trop réfléchissantes. Nous avons aussi pensé à un calibrage de type « entre/n’entre pas » et à des MMT d'atelier. Ce type de calibrage était très couteux et exigeait beaucoup d'attention lors de la configuration. Quant aux MMT, elles n'apportaient aucun avantage de vitesse. Lors d'une collaboration avec Renishaw sur d'autres projets, la Responsable de Région, Sheila Schermerhorn, nous avait présenté Equator comme une solution envisageable. »
Pour notre cellule d'usinage, aucun autre outil de mesure en atelier rentable n'arrivait à la hauteur d'Equator.
Conroe Machine (États-Unis)
Outils et logiciels de contrôle de procédé
Equator est une solution économique et flexible en alternative à la comparaison dédiée. Il emploie la méthode de comparaison de mesures. Une pièce-étalon à cotes connues prises sur MMT est employée pour étalonner l'Equator, toutes les mesures étant par la suite comparées à l'étalon. La répétabilité est de 0,002 mm juste après l'étalonnage. Pour compenser les changements de température en atelier, l'Equator peut être ré-étalonné à n'importe quel moment. Le comparateur utilise un palpeur SP25 pour la collecte des données de contact et de scanning à des vitesses pouvant atteindre 1000 points/seconde. Les stylets sont stockés dans un rack de changement intégré à six ports, le système étant programmé par le logiciel Equator MODUS™. L'Equator s'utilise manuellement à l'aide de quelques boutons, mais dans ce cas précis, il a été conçu pour une intégration parfaite aux systèmes de Conroe avec le logiciel EZ-IO afin de faciliter l'automatisation.
« Début 2012, nous avons participé à une journée porte ouverte chez Hartwig où nous avons vu l'Equator mis en oeuvre avec un tour Okuma double portique, double broche, » dit Wardell. En plus d'être prêt à automatiser des pièces de notre type, le système Windows® de commande à double trajectoire OSP du tour est une plate-forme d'exploitation PC à architecture ouverte, ce qui a été important dans le plan de développement de notre logiciel interne d'auto-compensation.
Equator dans la cellule automatisée
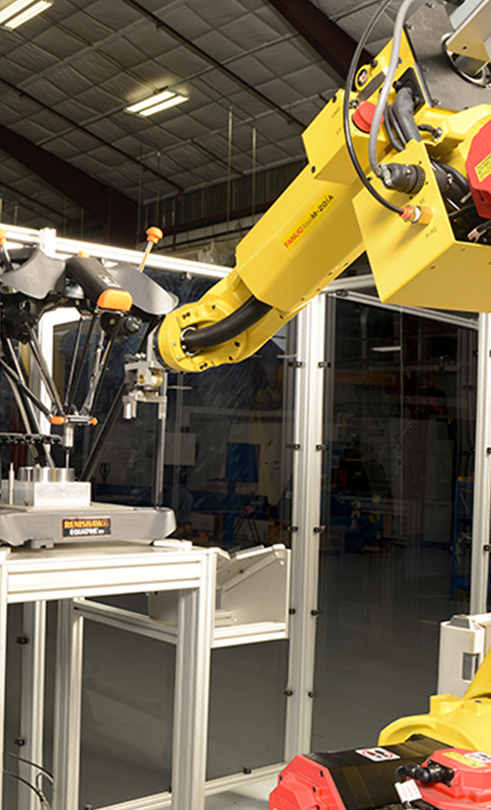
Wardell et Buck ont poursuivi en installant une cellule constituée de l'Okuma 2SP-250H, d'un seul Equator, une machine de gravure et un robot six axes FANUC M20iA. Dans la pratique, des pièces brutes sont chargées dans les doubles carrousels à hauteur d'environ 300 unités. Les chargeurs à double portique du tour posent les broches et placent les pièces finies sur un toboggan qui conduit à un transporteur en vue d'une prise par le robot. Le robot met la pièce sur l'Equator pour la mesurer et, si elle est acceptable, la transfère à la machine à graver, puis finit par conditionner et palettiser les pièces finies.
« Nous avons développé notre propre logiciel de compensation pour l'exécuter sur l'automate OSP, » ajoute Wardell. Ce logiciel utilise les résultats de mesure de l'Equator, transmis sous la forme d'un fichier CSV pour corriger les outils quand la pièce s'écarte de la tolérance. » L'usinage retire environ 0,38 mm de chaque côté de la pièce, la tolérance la plus stricte étant de 0,025 mm avec une finition de surface de 0,5 µm. Le diamètre extérieur des pièces est compris entre 7,60 et 15,30 cm. « L'Equator est tout à fait capable de mesurer suivant nos tolérances avec une marge élevée, » confirme Wardell.



Contrôle de processus
« Notre diamètre interne/externe reste impeccable, avec environ 5 microns d'écart sur le rayon. Nous mettons les pièces en lots suivant leurs tailles afin de minimiser les changements de mâchoires de mandrin et autres outils. La vitesse de l'Equator lui permet de facilement suivre la cadence du procédé. et l'étalonnage n'est refait qu'une fois par jour puisque notre atelier est climatisé à 22,2 °C.
Principes d'inspection et flexibilité automatisée
La méthodologie de mesure des pièces est étonnamment simple. « Nous avons fabriqué un bloc en aluminium avec un trou au milieu qu'on place au centre de la plaque de bridage de l'Equator, » explique Wardell. « Nous utilisons ceci pour déterminer notre centre et définir notre système de coordonnées. Chaque pièce est positionnée au centre de ce bloc. On prend un contact pour obtenir un centre sur la pièce, puis on scanne la surface pour le reste. On a planifié le procédé de mesure pour qu'il fonctionne sans bridage de pièce et sans changement de stylet. Par l'intermédiaire du logiciel d'automatisation EZ-IO sur l'Equator, le robot choisit le programme de mesure qu'il faudra exécuter en fonction du type de pièce. Nous savons quels éléments critiques doivent être mesurés pour que la pièce respecte les tolérances. »

Mesure et tri de pièces usagées
Actuellement la cellule de tournage dur produit environ 600 à 700 pièces/jour. Une seule cellule est donc désormais nécessaire par rapport aux deux employées auparavant. Ceci a débouché sur un projet de suivi mettant en jeu une cellule de tri de pièces pour un client. À partir d'un concept ébauché par Touchette, Wardell et Buck sont en train de mettre au point une cellule de mesure et de tri pour les chemins de paliers de butée de moteurs à boue.
Dans les ateliers de maintenance des champs de pétrole, les moteurs usagés sont démontés, remis en état puis remis en service. « Le client faisait une inspection visuelle des chemins pour déterminer si les pièces étaient réutilisables et savait qu'il jetait des pièces en bon état... et de l'argent par les fenêtres, » indique Wardell. « Nous avons eu l'idée de leur proposer un système de mesure et de tri prêt à l'emploi qui éliminerait l'évaluation humaine du procédé pour pouvoir récupérer davantage de chemins. »
Buck et Wardell sont en train d'assembler une cellule (encore en phase de développement au moment de la rédaction) constituée de deux Equators, d'un robot 6 axes FANUC LRMate 200iC, de plusieurs pistes de transporteur à bas profil, d'un système de vision FANUC iR et d'un changeur d'outils rapide ATI pour les effecteurs terminaux du robot. Le système de vision indique à l'Equator la référence de la pièce présentée et le programme de mesure à exécuter. Les bonnes pièces sont ensuite placées sur le transporteur correspondant tandis que les mauvaises sont dirigées sur un transporteur de rebuts.
« Nous avons conçu ce système pour qu'il soit livrable sur camion en un seul bloc et que son emploi reste convivial pour le personnel de l'atelier Moteurs. Il suffit de mettre en marche et de charger les pièces sur le transporteur, » dit Buck.
« Pour notre cellule d'usinage, aucun autre outil de mesure en atelier rentable n'était comparable à l'Equator, » ajoute Wardell. Et nous espérons qu'en nous lançant dans l'intégration de cellule pour un client, nous allons générer une nouvelle activité pour l'ensemble de l'entreprise.