« Grâce au système informatisé Equator™, le fabricant de pièces pour moteurs d’aviation Meyer Tool parvient à réduire ses coûts élevés de calibres »
Avec bien plus d'une centaine de calibres coûtant chacun entre 10 000 et 20 000 $ sur l’ensemble de ses établissements, Meyer Tool est convaincu qu'un Equator™ réduira considérablement ses coûts.
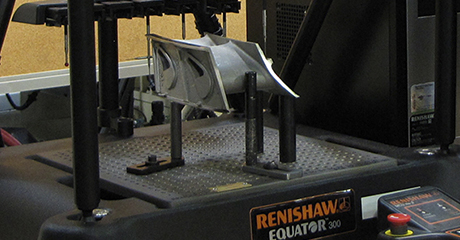
Equator, le nouveau système Renishaw d'inspection comparative à commande informatique, est déjà parvenu à réduire les coûts élevés que représentent les nombreux calibres de type « passe/passe pas » utilisés chez Meyer Tool, un fabricant de pièces pour moteurs d’avion à Cincinnati (Ohio). Pour ses mesures en cours de procédé, Meyer Tool conçoit, produit et entretient chaque année des douzaines de ces outils fort coûteux. Dans le cadre de son application « pré-lancement », un système Equator Renishaw a éliminé au moins quatre de ces calibres coûteux dans une nouvelle cellule de travail.
« Et c'est seulement le début de l’impact que l'entreprise prévoit sur son stock de calibres personnalisés. La conception, la production et la maintenance de certains de ces calibres peuvent coûter jusqu’à 20 000 $/pièce, estime Beau Easton, Responsable Qualité chez Meyer Tool. En aval, les modifications peuvent également ajouter de 3 000 à 10 000 $ à la facture lorsqu’il s’agit de reconfigurer et d'étalonner un calibre existant. »
Réduction du coût des calibres
Pour ses mesures de dimensions en cours de processus, l’entreprise se sert principalement de jauges de contact point-à-point dans des cellules de travail avec des palpeurs numériques pneumatiques. Dans la cellule d’usinage, les calibres produisent des données très rapidement, mais leur coût est élevé. « La conception/construction de l’emboîture de pièce peut coûter 6 000 $, sans compter les palpeurs à 500 $ chacun, les études de validation et la maintenance, » explique Easton. « La production d’une buse intégralement testée peut faire intervenir de six à dix bridages, chacun employant entre six et vingt palpeurs. Et si une entité ou une tolérance change sur la pièce, il faut ajouter le temps pour modifier et valider le calibre. »
Dès que Beau Easton et Bridget Nolan, responsable SPC Meyer Tool, ont vu le comparateur Equator et reçu une offre d’essai avant-lancement, ils ont immédiatement identifié son potentiel. « Nous avons participé à l’introduction du système et des pièces fournies par Renishaw. Renishaw les programmait, et les résultats correspondaient à ceux de notre machine à mesurer tridimensionnelle (MMT) » confirme Nolan, dont le groupe se charge de configurer, entretenir et programmer les calibres, bridages et instruments de l’entreprise.
Comparaison répétable
Malgré son aspect peu courant, pour étalonner et mesurer, Equator utilise la méthode de comparaison habituelle, bien connue de toute personne amenée à utiliser des systèmes d'inspection dédiés. Une pièce-étalon, dont les dimensions des entités sont connues, est utilisée pour mettre le système à zéro ; toutes les mesures étant comparées à cette pièce par la suite. Le système Equator se distingue par un mécanisme métrologique hautement répétable et radicalement différent qui fait appel à une structure cinématique parallèle.
Bien que son mécanisme léger permette des mouvements rapides, il est très rigide et très répétable. Il emploie des palpeurs à contact et de scanning, des stylets, des racks de changement Renishaw ainsi que le logiciel de programmation MODUS™ Equator. En termes de coûts, Equator peut aisément remplacer entre trois et cinq calibres Meyer Tool, d’autant plus qu’il est utilisable pour de nombreuses pièces. Quelques secondes suffisent pour passer de l’une à l’autre, et il peut être reprogrammé pour de nombreuses autres pièces au cours de sa vie.




Affectation à une cellule de production allégée
Le système Equator est actuellement affecté à une cellule d’usinage « allégée » d’un atelier Meyer Tool. Il démontre son adaptabilité en s’intégrant au système SPC Orion de Meyer, en gardant un aspect familier pour les machinistes ce qui réduit la courbe d’apprentissage. Orion communique avec le logiciel MODUS d’Equator en affichant les résultats sous forme de données dimensionnelles, graphiques SPC etc., qui permettent à l’opérateur de déterminer le code CN. « Notez bien que le machiniste voit les données variables et peut comparer la pièce actuelle aux mesures récentes. Il ne s’agit donc pas uniquement d’un contrôle « bon/mauvais », explique Nolan. En effet, les pièces doivent respecter des tolérances de 25,4 µm à 76,2 µm. La durée du contrôle varie suivant la pièce mais il faut normalement entre deux et six minutes, ce qui est tout à fait dans les limites du temps TAKT de la cellule et permet au système de suivre la cadence des opérations d’usinage.
« Comme nous mesurons déjà cinq références pour deux programmes de moteurs différents, nous avons configuré et étalonné plusieurs plaques de montage pour l’Equator, » explique Nolan. « Nous essayons de combiner un maximum d’opérations différentes sur une seule plaque afin de limiter nos étalonnages, et nous travaillons actuellement sur une plaque qui en combinera trois. Selon le GD&T (Dimensionnement et Tolérances Géométrique) , avec le palpage à contact nous mesurons les localisations, les encoches, les diamètres de trous, les profils, le voile, etc., mais nous sommes aussi en train de mettre en service la mesure par scanning avec le palpeur SP25M. Nous avons le rack de changement de stylets et nous utilisons au moins quatre stylets différents, en étoile bien souvent. Il est donc très pratique de ne pas avoir à refaire d’étalonnage à chaque changement », ajoute Nolan.
Mesures traçables
Chez Meyer Tool, les mesures d’Equator sont corrélées à celles d’une MMT à l’aide d’une pièce-étalon calibrée sur MMT. « La pièce-étalon définit les valeurs qu’Equator s’attend à trouver dans l’enveloppe de mesure. De son côté, le logiciel applique automatiquement les compensations par rapport aux valeurs nominales prises par la MMT. Equator doit confirmer que la pièce est à ± 10 % de la tolérance admissible des valeurs nominales, » explique Nolan. Puisqu’il est inutile de refaire un étalonnage à chaque changement de pièce, Meyer a décidé d’en programmer un toutes les 3 heures pour compenser les fluctuations de température dans l’usine.
Comme le système Equator mémorise les pièces-étalon et les scores de validation, nous pouvons changer de pièce autant de fois qu’il le faut pendant l'intervalle de 3 heures sans avoir à ré-étalonner.
Meyer Tool (États-Unis)
La priorité n° 1 chez Meyer Tool : La qualité
Aux États-Unis, Meyer est un leader en fabrication de pièces pour parties chaudes de moteurs à réaction. Ses clients sont les équipementiers aéronautiques et l’entreprise emploie plus de mille personnes réparties sur dix sites. Le siège situé à Cincinnati (l’un des dix premiers employeurs privés de la ville) se spécialise dans les pièces neuves, tandis que les autres établissements Meyer se consacrent aux réparations et révisions pour les équipementiers. Les principaux matériaux utilisés pour les pièces sont des super-alliages à base de nickel et de cobalt-chrome.
Avec près de 500 perceuses rapides à électro-érosion, Meyer Tool est le plus grand fabricant d’Amérique du Nord dans ce domaine. Ces machines sont complétées par 45 rectifieuses, plus de 300 machines conventionnelles d’électro-érosion par enfonçage ainsi que par des machines-outils à CN 3 et 5 axes. Ses perceuses à électroérosion réalisent quotidiennement plus de 1,75 millions de trous. Sachant qu’un trou bloqué sur plusieurs centaines peut occasionner une défaillance sur des aubes haute pression à usage militaire, la qualité est une véritable obsession chez Meyer Tool !
L’entreprise emploie de 10 à 15 ingénieurs qualité, huit « ceintures noires » (méthodologie 6 sigma) et une équipe SPC de cinq personnes. « Il y a plus de dix ans, nous avons entamé la mise en œuvre des principes de production allégée, suivie par l’homologation AS9100, » indique Easton, « et nous avons bien rentabilisé cet investissement. En janvier 2011, notre taux de rendement « du premier coup » a atteint 98,9 %, c’est-à-dire sans non-conformité ni rebut à la sortie de la machine. »
« Nous y sommes parvenus par un renforcement marqué des remontées d’informations en temps réel, » ajoute-t-il. « L’ossature informatique de notre système « inspection/SPC/qualité » est son logiciel Orion et ses stations de travail, commercialisés par le biais de sa succursale Sigma Technology Services. Toutes les pièces sont contrôlées à 100 % par divers moyens tels que scanning laser/palpage à contact sur MMT, vision 5 axes, mesure radiométrique et scanning de voies de flux, entre autres. Tous ces moyens sont mis en réseau sur le système Orion qui sert d’interface commune pour les opérateurs sur les systèmes de mesure.
Les programmes de mesure, les résultats et les données SPC sont gérés par le système Orion. Quand un opérateur a terminé une opération sur une pièce, il scanne son numéro de série dans le système. La pièce est mesurée, et l’opérateur peut immédiatement afficher les résultats et les comparer aux 35 dernières pièces similaires mesurées. On peut scanner le numéro de série d’une pièce sur n’importe quel terminal de l’usine et afficher ses données de mesure, » explique Easton. « Ces informations ne quittent jamais la pièce. Avant expédition, une vérification de toutes les données de contrôle confirme le respect de tous les critères. Le moindre défaut déclenche un rejet de la pièce jusqu’à ce que tous les contrôles l’aient acceptée. Notre taux de rebut (ppm) est pratiquement nul et nos clients en sont conscients. »
Une solution légère face aux coûts des calibres
Avec plus de 100 calibres coûtant entre 10 000 et 20 000 $ pièce sur l’ensemble de ses établissements, Meyer Tool envisage les économies qu’un système d'inspection flexible et à commande informatique peut apporter. « Nous poursuivons le développement de nos connaissances et de nos capacités sur le système Equator, mais nous avons de grandes espérances à son sujet car nous croyons qu’il nous permettra, à terme, d’alléger considérablement les coûts élevés que représentent les calibres », ajoute Easton.