Wie FORTiS™ Messsysteme den Sperrluftverbrauch reduzieren und Energieeinsparungen um bis zu 91% erzielen
Der Einsatz von Sperrluft an Wegmesssystemen bietet einige Vorteile in puncto Zuverlässigkeit, aber die Erzeugung des erforderlichen Durchflusses mit trockener, sauberer Druckluft bedeutet einen erheblichen Energieaufwand während der Betriebsdauer einer Maschine. Dies wirkt sich auf die Gesamtbetriebskosten und den CO2-Fußabdruck über die Lebensdauer der Messsysteme aus.
Welche Vorteile bietet die Verwendung von Sperrluft in einem Wegmesssystem?
Durch die Anwendung von Sperrluft verbessert sich die Abdichtung des Wegmesssystems. Sobald Verunreinigungen beginnen durch die Dichtlippen einzudringen, trägt der Überdruck im Gehäuse des Messsystems dazu bei, diese herauszudrücken. Sperrluft wirkt sowohl gegen das Eindringen von Flüssigkeiten als auch Partikelverschmutzung.
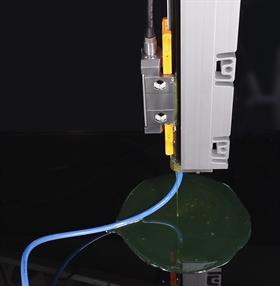 Abbildung 1: Sperrluft, die Öl aus einem absichtlich gefluteten FORTiS Messsystem herauspumpt.
Abbildung 1: Sperrluft, die Öl aus einem absichtlich gefluteten FORTiS Messsystem herauspumpt.Zudem verhindert sie Kondensation und stellt sicher, dass das Messsystem keine verschmutzte Luft „inhaliert“, wenn das Gehäuse nach dem Abschalten der Maschine abkühlt. Dies ist während der gesamten Betriebsdauer der Maschine von Vorteil, vor allem, wenn die Dichtlippen versehentlich durch Verschleiß, Schnitte oder chemische Aushärtung durch aggressive Chemikalien im Kühlmittel beschädigt werden.
Zudem kann die Sperrluft helfen, Verunreinigungen wieder herauszupumpen, wenn diese in das Messsystemgehäuse eindringen. In Abbildung 1 wird Sperrluft mit einem Druck von 1 bar (0,1 MPa) an ein FORTiS Messsystem angeschlossen, das absichtlich mit Öl geflutet wurde.
Die Sperrluft pumpt das Öl wieder aus dem Messsystem bis zu dem Punkt heraus, an dem der Signalpegel wieder gut ist und das Messsystem wieder richtig funktioniert.
Eine ähnliche Wirkung hat es, wenn ein Messsystem, das mit wasserbasierten Verunreinigungen geflutet wurde, mit trockener Luft gespült wird. Diese Vorteile der Sperrluft tragen dazu bei, die langfristige Zuverlässigkeit der Maschinen selbst unter rauesten Bedingungen zu gewährleisten.
Welche Optionen gibt es für die Spülung mit Sperrluft?
Anstatt die Optionen für die Sperrluft als eine einfache „Ein-“ oder „Ausschalt“-Möglichkeit zu betrachten, besteht ein optimierter Ansatz darin, den Sperrluftbedarf auf bestimmte Achsen einer Maschine abzustimmen.
FORTiS Messsysteme verwenden ein einzigartiges Dichtlippenmaterial namens DuraSeal™. Das Schwert des Abtastkopfes wird so dichter umschlossen und die Durchflussrate der Sperrluft im Vergleich zu Konkurrenzprodukten verringert sich. Dadurch kann eine wirkungsvolle Abdichtung mit einem geringeren Sperrluftdruck erzielt werden.
Bei stark verschmutzten Achsen, insbesondere bei Maschinen, die besonders aggressive Materialien zerspanen, wird empfohlen, den vollen Sperrluftdruck von 1 bar (0,1 MPa) zu verwenden.
Bei vielen Maschinen sind die Messsystem jedoch in erhöhten Positionen angebracht oder sind relativ weit von der Fertigungszelle entfernt. Unter diesen Umständen ist das Messsystem während seiner Lebensdauer deutlich geringerer Verschmutzung ausgesetzt.
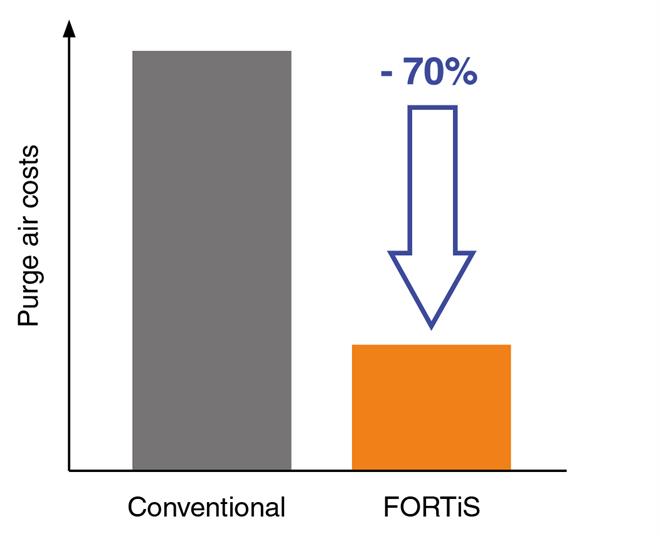 Abbildung 2 – FORTiS Messsysteme haben einen geringeren Luftverbrauch als andere optische Messsysteme in geschlossener Bauweise.
Abbildung 2 – FORTiS Messsysteme haben einen geringeren Luftverbrauch als andere optische Messsysteme in geschlossener Bauweise.Dadurch ist eine „Low Flow“-Sperrluftstrategie möglich, die Einsparungen beim Sperrluftverbrauch erzielt. Die Anwendung der „Low Flow“-Sperrluftstrategie ist ein einfacher Prozess. Zunächst identifizieren Sie Messsysteme, die für einen Betrieb bei niedrigem Druck geeignet sind. Verringern Sie dann einfach den Druck am Regler des Luftfilters und überprüfen Sie den Druck an den Messsystemen.
Welche Einsparungen können erzielt werden?
Durch die bessere Abdichtung der FORTiS Messsysteme reduziert sich die Durchflussrate der Sperrluft von 7-10 l/Min. auf 2 l/Min. Daher lassen sich Energie- (und CO2) Einsparungen von 70-79% allein durch den Austausch des Messsystems anderer Hersteller gegen ein FORTiS Messsystem erzielen.
Durch die Anwendung der „Low Flow“-Sperrluftstrategie können jedoch zusätzliche Einsparungen erzielt werden. Bei einem Sperrluftdruck von 0,5 bar (0,05 MPa) erhöht sich die Einsparung auf 84-89%. Bei einer Reduzierung des Sperrluftdrucks auf 0,25 bar (0,025 MPa) können Einsparungen von 91-94% erzielt werden.
| Marke A | Marke B | FORTiS mit Sperrluft von 1,0 bar | FORTiS mit Sperrluft von 0,5 bar | FORTiS mit Sperrluft von 0,25 bar | |
| Messsystem – Stromverbrauch (kWh) | 7,7 | 6,16 | 7 | 7 | 7 |
| Sperrluft – Stromverbrauch (kWh) | 446,7 | 312,7 | 89,3 | 44,7 | 22,3 |
Stromverbrauch insgesamt (kWh) | 454,4 | 318,8 | 96,3 | 51,7 | 29,3 |
| % Einsparung ggü. Marke A | 30% | 79% | 89% | 94% | |
| % Einsparung ggü. Marke B | 70% | 84% | 91% |
Hinweise:
1. Dieses Szenario zeigt den jährlichen Stromverbrauch. Dargestellt wird ein Messsystem an einer Maschine, die 2 Schichten pro Tag, 8 Stunden pro Schicht und 350 Tage pro Jahr in Betrieb ist. Die Sperrluft ist 24 Stunden pro Tag, 365 Tage pro Jahr eingeschaltet.
2. Die Messsysteme sind in 2 Schichten pro Tag, 8 Stunden pro Schicht und 350 Tage pro Jahr eingeschaltet.
3. Die Leistung des Messsystems entspricht der Spezifikation, die der Messsystemhersteller im entsprechenden Datenblatt für eine Stromversorgung von 5 V angegeben hat, multipliziert mit dem jährlichen Verbrauch wie in den Anmerkungen 1 und 2 beschrieben.
4. Die Durchflussrate der Sperrluft von 7–10 l/Min. basiert auf der im Datenblatt des Herstellers veröffentlichten Spezifikation für den Sperrluftverbrauch.
5. Die Sperrluftleistung basiert auf der Energie, die erforderlich ist, um den jährlichen Luftverbrauch bereitzustellen. Sie wird anhand der im Datenblatt des Herstellers angegebenen Sperrluft-Durchflussrate ermittelt, und zwar bei einem Druck von 1 bar (0,1 MPa), wenn die Sperrluft 24 Stunden am Tag und 365 Tage im Jahr eingeschaltet ist.
Bei FORTiS Messsystemen beläuft sich der jährliche Luftverbrauch bei einer Durchflussrate von 2 l/Min. auf 0,002 m3/Min. x 60 x 24 x 365 = 1 051 m3/Jahr. Für Marke A ist die Sperrluft-Durchflussrate im Datenblatt des Herstellers mit 10 l/Min. angegeben. Der jährliche Luftverbrauch beläuft sich daher auf 0,01 m3/Min. x 60 x 24 x 365 = 5 256 m3/Jahr. Für Marke B ist die Sperrluft-Durchflussrate im Datenblatt des Herstellers mit 7 l/Min. angegeben. Der jährliche Luftverbrauch beläuft sich daher auf 0,007 m3/Min. x 60 x 24 x 365 = 3 679 m3/Jahr.
6. Zur Berechnung des Energiebedarfs für diesen jährlichen Luftverbrauch wurde ein repräsentativer Wert von 0,085 kWh/Nm3 zugrunde gelegt. Dies ist ein typischer Wert, den ein Luftkompressor benötigt, um einen „Normalkubikmeter“ Druckluft bei 1,0 bar Druck (0,1 MPa) und 15 °C gemäß ISO 2533 zu liefern.
Wann kann eine „Low Flow“ Sperrluftstrategie eingesetzt werden?
Für jede Maschine sollte ermittelt werden, inwieweit die Messsysteme Verschmutzungsrisiken ausgesetzt sind. Zu den Faktoren, die berücksichtigt werden sollten, gehören:
1. Die Position der Messsysteme in der Maschine.
2. Der Umfang der Schutzvorrichtungen/Dichtungen zwischen der Fertigungszelle und der Position des Messsystems.
3. Die Art der Materialien, die auf der Maschine zerspant werden.
4. Die Kühlmittelmenge, die für einen bestimmten Prozess benötigt wird.
Die Position des Messsystems hat erheblichen Einfluss darauf, inwieweit es Verschmutzung ausgesetzt ist. Im Allgemeinen sind Messsysteme, die an größeren Maschinen eingesetzt werden, in geringerem Maße der Verschmutzung ausgesetzt, da sie sich in größerem Abstand vom Arbeitsvolumen befinden.
Vertikale Bearbeitungszentren
Bei einem klassischen kompakten Vertikalbearbeitungszentrum (VMC) befinden sich die Messsysteme hinter einer teleskopierbaren Edelstahlabschirmung in unmittelbarer Nähe des Arbeitsvolumens. Die Abschirmung verhindert wirkungsvoll, dass direkte Kühlmittelspritzer oder umherfliegende Späne auf das Messsystem gelangen. Mit der Zeit werden jedoch Verunreinigungen, insbesondere Partikel, die Abschirmung durchdringen.
Bei Anwendungen dieser Art ist es nicht möglich, die Verschmutzung durch Partikel vom Messsystem fernzuhalten. Es muss daher unter diesen Bedingungen arbeiten können. In diesen Fällen ist ein Sperrluftdruck von 0,5 bis 1 bar (0,05 bis 0,1 MPa) angebracht, wobei der volle Druck von 1 bar bei der Bearbeitung von aggressiven, abrasiven Materialien angewandt werden sollte. Dazu zählen Gusseisen, Keramik, Glas oder Verbundwerkstoffe.
Bei größeren Vertikalbearbeitungszentren befinden sich die X- und Y-Achsen häufig in einer erhöhten Position an der Maschine, in größerem Abstand zum Arbeitsvolumen. In diesen Fällen wäre es angebracht, die Messsysteme mit einem Sperrluftdruck von 0,25 bis 0,5 bar (0,025 bis 0,05 MPa) zu beaufschlagen.
Horizontale Bearbeitungszentren
Bei horizontalen Bearbeitungszentren wird die Einstellung des geeigneten Sperrluftdrucks von der Konfiguration der Maschine bestimmt. Insbesondere könnte sich das Wegmesssystem der Z-Achse unter dem Tisch befinden, wo es schwer auszutauschen und größeren Mengen an Verschmutzung ausgesetzt ist. Es kann aber auch weiter oben in der Maschine installiert sein, wo der Austausch einfacher und die Belastung durch Verschmutzung deutlich geringer ist.
Die X- und Y-Achsen sind in der Regel gut vor Verunreinigungen geschützt, aber in einigen Fällen kann das Wegmesssystem der X-Achse unter dem Tisch angebracht werden.
CNC-Werkzeugschleifmaschinen
Bei Anwendungen mit CNC-Werkzeugschleifmaschinen ähnelt das Maschinenlayout im Großen und Ganzen dem einer kompakten VMC. Bei solchen Anwendungen werden große Mengen an Kühlmittel verwendet, und der Schleifprozess erzeugt sehr harte, abrasive Verunreinigungen durch Partikel. In den meisten Fällen empfiehlt es sich, den vollen Sperrluftdruck von 1 bar (0,1 MPa) anzuwenden.


Drehmaschinen und Zylinder-Schleifmaschinen
Bei Dreh- und Rundschleifanwendungen befinden sich die Wegmesssysteme häufig in der Nähe des Arbeitsvolumens. Für die meisten Anwendungen ist ein Sperrluftdruck von 0,5 bis 1 bar (0,05 bis 0,1 MPa) angemessen. Bei der Auswahl des geeigneten Sperrluftdrucks sollten die Zugänglichkeit des Messsystems, die Menge des verwendeten Kühlmittels und die Abrasivität des zu bearbeitenden Materials berücksichtigt werden.
Große Werkzeugmaschinen
Bei größeren Maschinen wie Gantry-Maschinen und vertikalen Drehmaschinen (VTL) ist die Verschmutzung des Messsystems in der Regel geringer, da die Wegmesssysteme weiter entfernt vom Arbeitsvolumen installiert sind. Bei solchen Anwendungen kann ein Sperrluftdruck von 0,25 bis 0,5 bar (0,025 bis 0,05 MPa) angewandt werden.
Weitere Möglichkeiten zur Energieeinsparung
Viele Maschinen werden nicht 24 Stunden am Tag, 7 Tage die Woche eingesetzt. Bei Nichtbenutzung bleibt die Sperrluft normalerweise eingeschaltet, um einen Überdruck im Gehäuse des Messsystems aufrechtzuerhalten. Dies beugt der Bildung von Kondenswasser vor und der „Inhalationseffekt“ wird verhindert, der beim Abkühlen einer heißen Maschine auftritt.
Maschinen, die mit FORTiS Messsystemen ausgestattet sind, können diesen beiden Effekten begegnen, indem die Sperrluft über Nacht, an Wochenenden oder bei Werksstillstand auf 0,25 bar (0,025 MPa) reduziert wird.
Bei einigen Maschinen sind die meisten Achsen der Wegmesssysteme gut vor Verschmutzung geschützt. Es kann aber eine Achse des Wegmesssystems geben, die einem höheren Risiko ausgesetzt ist. In einer solchen Situation kann ein zusätzlicher Regler am Luftfiltereinsatz angebracht werden. Dadurch wird dem Messsystem mit höherem Risiko eine Luftzufuhr bei 1 bar (0,1 MPa) ermöglicht, während die Messsysteme mit geringerem Risiko mit Sperrluft bei niedrigerem Druck versorgt werden können.
Zusammenfassung
Die hervorragend Dichtleistung des FORTiS Messsystems in geschlossener Bauweise ermöglicht einen optimierten Ansatz für die Sperrluftversorgung von Messsystemen an einer Maschine.
Dieser „Low Flow“-Ansatz kann sehr vorteilhaft sein, da er den Druckluftverbrauch und die damit verbundenen Energiekosten senkt. Gleichzeitig erhält er die langfristigen Vorteile, die der Einsatz von Sperrluftsystemen in puncto Zuverlässigkeit bietet.
Wegmesssysteme werden an einer Vielzahl von CNC-Maschinen eingesetzt und für jeden Maschinentyp gibt es unterschiedlichste Ausführungen. Bei Interesse laden wir Sie gerne ein, Ihre spezielle Anwendung mit einem Renishaw-Experten zu besprechen.


Kontaktieren Sie noch heute unser Vertriebsteam
Für weitere Informationen setzen Sie sich bitte mit Ihrer Niederlassung in Verbindung und sprechen Sie mit einem Experten.