Výrobce součástí leteckých motorů Meyer Tool snižuje náklady vynaložené na jednoúčelové měřicí stanice investicemi do flexibilního systému Equator™
Společnost Meyer Tool má ve svých výrobních provozech více než 100 jednoúčelových kontrolních stanic. Pořízení každé z nich si vyžádalo náklady v rozsahu cca 10 až 20 tisíc USD. Proto vedení společnosti od systému Equator očekávalo výrazné snížení nákladů na kontrolní procesy.
Softwarově řízené komparativní měření založené na novém systému Equator společnosti Renishaw již nyní začíná snižovat náklady na mnoho fixních měřidel, které jsou vyžadovány u výrobce součástí leteckých motorů, ve společnosti Meyer Tool, Cincinnati, OH. Každý rok společnost Meyer Tool konstruuje, vyrábí a udržuje mnoho těchto nákladných nástrojů pro účely procesního měření. V předběžném nasazení jedno měřidlo systému Renishaw Equator eliminovalo minimálně čtyři nákladná měřidla v nové pracovní buňce.
„To je pouze začátek dopadu, který společnost očekává s ohledem na svůj inventář vlastních měřicích přípravků. Konstrukce, výroba a údržba každého z nich může stát až 20 000 USD,“ tvrdí Beau Easton, manažer kvality ve společnosti. „konstrukční změny mohou nakonec přidat dalších 3 000 - 10 000 USD na překonfigurování a kalibraci stávajících měřidel.“
Snižování nákladů na měřidla
Pro rozměrové měření v rámci výrobního procesu se společnost principiálně spoléhá na kontaktní měřidla používaná v jednotlivých pracovních odděleních, a pneumatické digitální sondy. Měřidla v obrobně poskytují velmi rychlou zpětnou vazbu, ale jsou nákladná. Konstrukce/výroba měřidla pro součást může stát až 6 000 USD, navíc jsou nutné sondy, každá za 500 USD, dále ověřovací studie a údržba, vysvětluje Easton. „Pokud bychom vyráběli kompletní trysku, může to vyžadovat šest až deset přípravků, každá se šesti až dvaceti sondami, a pokud se změní prvek nebo tolerance součásti, vyžaduje to další čas na změnu a ověření měření.“
Když bylo Eastonovi a manažerce SPC Bridget Nolanové představeno komparativní měřidlo systému Equator společnosti Renishaw a nabídnuta zkouška, řekli, že ihned rozpoznali nabízený potenciál. „Angažovali jsme se v zavádění systému společnosti Renishaw a poskytli vzorky obráběných dílců. Společnost Renishaw je naprogramovala a výsledky odpovídaly výsledkům z našeho souřadnicového měřicího stroje (CMM),“ tvrdí Nolanová, jejíž skupina nastavuje, udržuje a programuje firemní měřidla, přípravky a nástroje.
Opakovatelné komparativní kontrolní měření
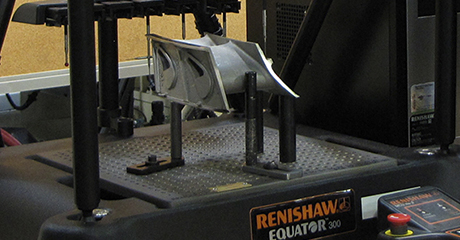
I když je vzhled systému Equator neobvyklý, používá komparativní metodu stanovení vzorových dílů a měření, která je známa všem, kteří s vyhrazenými měřicími systémy pracují. Vzorová součást známých rozměrů je použita k vynulování systému. Všechna následná měření budou porovnávána s touto součástí. Klíčem k systému Equator je radikálně odlišný metrologický mechanizmus s vysokou opakovatelností, vycházející ze struktury známé jako paralelní kinematika.
Tento mechanismus je lehký, umožňuje rychlý pohyb, je velmi tuhý a měření je opakovatelné. Systém využívá dotykové a skenovací sondy společnosti Renishaw, doteky a výměníky doteků, stejně jako programovací software MODUS™ Equator. Pokud jde o náklady, jedním systémem Equator lze nahradit tři až pět standardních měřidel v jednom pracovním oddělení společnosti Meyer Tool. Systém Equator lze navíc použít pro několik součástí, přepínat mezi nimi lze během několika sekund a během jeho životnosti lze systém přeprogramovávat pro mnoho dalších součástí.




Přiřazeno zeštíhlenému výrobnímu oddělení
Systém Equator je v současné době přiřazen zeštíhlené obrobně v závodě Meyer Tool. Díky prokazatelné přizpůsobitelnosti byl integrován do systému Orion SPC společnosti Meyer a uchovává si tak pro obráběče známý vzhled a zkracuje čas nutný k zaučení práce. Systém Orion komunikujte se softwarem MODUS systému Equator, nabízí operátorovi výsledky ve formě rozměrových dat, grafů SPC atd., což operátorovi umožňuje nastavit CNC. „Protože obráběč vidí měnící se data a může porovnat stávající součást s předchozími měřeními, není to jenom rozhodování vyhověl/nevyhověl,“ vysvětluje Nolanová. Součásti musí splňovat tolerance ±0,001 až ±0,003 palce. Časy kontroly se mění podle jednotlivých součástí, ale typicky trvají dvě až šest minut, což je dostatečné v rámci TAKTu oddělení, aby systém snadno držel krok s obráběcími operacemi.
„Již takto měříme pět různých součástí pro dva různé programy výroby motorů, takže máme několik způsobilých upevňovacích desek pro nastavení systému Equator,“ tvrdí Nolanová. „Zkoušíme kombinovat co nejvíce různých operací na jednu desku, abychom omezili nutnost ověřování způsobilosti, proto v současnosti pracujeme na jedné desce, která v sobě kombinuje tři různé. Provádíme geometrické určování rozměrů a tolerancí pro skutečné polohy, drážky, průměry otvorů, profily, házení atd. pomocí dotykové sondy, ačkoliv s pomocí sondy SP25M implementujeme také kontaktní skenování. Máme zásobník doteků a používáme alespoň čtyři různé doteky – často hvězdicového tvaru – takže je velmi pohodlné, že nemusíme s každou změnou provádět opětovnou kontrolu způsobilosti,“ dodává Nolanová.
Sledovatelné měření
Měření systémem Equator ve společnosti Meyer Tool jsou porovnávány s měřeními z CMM a to pomocí vzorové součásti, kalibrované na CMM. „Vzorová součást stanoví hodnoty, které systém Equator při měření očekává, zatímco software automaticky aplikuje hodnoty korekce z nominálních, zjištěných na CMM. Kontrola musí zjistit hodnoty odchýlené do 10 % z povolené tolerance jmenovitého rozměru,“ vysvětluje Nolanová. Není nutné znovu měřit vzor při každé výměně součásti, společnost Meyer se rozhodla přeměřovat vzor po 3 hodinách, aby tak byly korigovány změny teploty ve výrobním závodě.
Systém Equator ukládá do paměti hodnoty master part a ověřování, takže můžeme součásti během 3 hodin měnit podle potřeby a nemusíme provádět remastering.
Meyer Tool (USA)
Společnost Meyer Tool se zaměřuje na kvalitu
Společnost Meyer Tool je předním americkým dodavatelem horkých částí proudových motorů pro jejich originální výrobce, která na deseti místech zaměstnává více než 1000 zaměstnanců. V sídle v Cincinnati (jeden z deseti největších soukromých zaměstnavatelů ve městě) se specializuje na nové součásti, zatímco jiné závody společnosti Meyer součásti pro výrobce opravují nebo generálkují. Mezi hlavní pracovní materiály patří superslitiny s obsahem niklu a kobaltu s chromem.
S více než 500 rychlovrtačkami EDM je společnost Meyer Tool největším severoamerickým výrobcem, který stroje EDM používá. Tyto stroje jsou doplněny 45 brousícími stanicemi, více než 300 konvenčními portálovými stroji EDM a 3osými nebo 5osými CNC obráběcími centry. Firemní vrtačky EDM každý den vyvrtají více než 1,75 miliónů otvorů a protože jediný ucpaný otvor ze sta může způsobit závadu vysokotlakých lopatek ve vojenských letadlech, je společnost Meyer Tool v otázkách kvality skutečně nekompromisní.
Společnost zaměstnává 10-15 techniků kvality, osm vedoucích procesu a pětičlenný tým SPC. „Principy strategie Lean jsme začali implementovat před více než 10 lety, poté následovala certifikace AS9100,“ říká Easton. „Investice se však vyplatily. První výnosnost v lednu 2011 byla 98,9 % – to bylo poprvé, co stroj obráběl bez neshody nebo vadného výrobku.“
Toho bylo dosaženo zajištěním zpětné vazby ve skutečně reálném čase – to bylo opravdu posunutí na jinou úroveň, dodává. Informační páteří měření ve společnosti jsou systém SPC a systém kvality, pracující s vlastním systémem Orion a pracovními stanicemi, který firma prodává komerčně prostřednictvím své pobočky Sigma Technology Services. Všechny součásti jsou 100% kontrolovány různými prostředky, včetně laserového skenování a měření dotykovou sondou na CMM, pětiosém optickém zařízení, radiometrickém zařízení a dále skenováním dráhy toku. Tato všechna zařízení jsou zapojena pomocí sítě do systému Orion, který slouží jako společné rozhraní pro operátora na měřicích systémech.
Měřicí programy, výsledky a data SPC jsou spravovány v systému Orion. Když obráběč dokončí operaci na součásti, je její sériové číslo naskenováno do systému, součást je změřena a obráběč ihned vidí výsledky a porovná je s posledními 35 součástmi, které byly změřeny. „Můžete naskenovat sériové číslo součásti do kteréhokoliv terminálu v závodě a ihned uvidíte naměřená data,“ tvrdí Easton. „Tato informace zůstává se součástí. Před její expedicí jsou všechna kontrolní data prověřena ve všech bodech, kterými prošla, a všechny neshody součást vyřadí z dalšího procesu, dokud neprojde dalšími kontrolami. Naše míra ‚úniku‘ je téměř nulová a naši zákazníci to vědí.“
„Měkké“ řešení skutečných nákladů na měřidla
Společnost Meyer Tool má ve svých výrobních prostorách více než 100 pevných měřidel, které každé stojí 10-20 000 USD, proto chápe nákladové výhody flexibilního softwarového systému měření. „Stále rozšiřujeme naše znalosti a dovednosti práce se systémem Equator, ale protože máme vysoká očekávání, nakonec budeme schopni eliminovat velkou část nákladů spojených s našimi měřidly,“ tvrdí Easton.