Procesně řízená buňka pro tvrdé soustružení se zaplatí během 18 dnů
Programovatelná měřidla Equator pomáhají vytvořit jedinečnou automatizační buňku pro obrábění ložisek a třídění součástek.
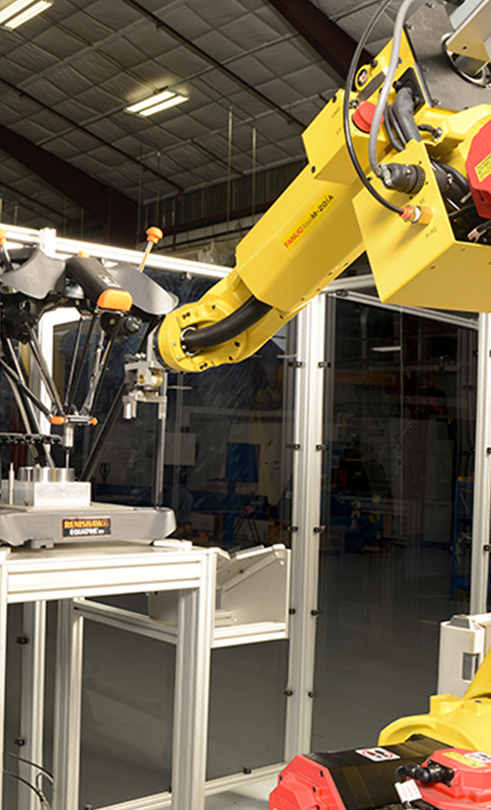
Společnost Conroe Machine provádí to, o čem většina obroben pouze sní – soustružení skupiny součástek v cyklu v autonomně řízených automatických výrobních buňkách. Každá buňka se skládá z dvouvřetenového soustruhu Okuma 2SP-250, manipulačního robotu FANUC a měřícího systému Equator. Software Renishaw EZ-IO zajišťuje komplexní komunikační funkce pro 100% kontrolu součástek a automatickou kompenzaci parametrů soustruhu. Buňka rovněž ukládá dokončené součástky do krabic a na palety. Společnost tvrdí, že se soustružnická buňka sama zaplatila za úžasných 18 dní.
Společnost Conroe je důkazem, že každá firma, která je připravena využít talentu dnešních mladých odborníků, může používat nové technologie. Příkladem je programovatelný systém Equator společnosti Renishow se softwarem a programy vyvinutými CNC programátorem Jamesem Wardellem robotickým specialistou Jeffem Buckem. Stejný automatizační tým se pustil do vytvoření bezobslužné buňky pro měření a třídění součástí, která v současnosti kombinuje dva systémy Equator, robot FANUC, vizualizační systém a několik linek nízkoprofilových dopravníků. Rychlým a cenově efektivním měřením celé rodiny kroužků valivých ložisek dokazuje systém Equator v obou aplikacích hodnotu programovatelné komparativní kontroly; bez upínacích přípravků nebo problémů s dílenským prostředím, .
Conroe Machine je relativně mladá firma, kterou v roce 2000 založil Murray ‘Tippy' Touchette s jasným cílem - vyrábět součásti s nejlepší dostupnou výrobní technologií. Společnost se rychle rozrostla na cca 150 zaměstnanců, kteří pracují v klimatizované hale s plochou 6000 čtverečných metrů. Vzhledem k tomu, že je výrobní provoz firmy Conroe umístěn nedaleko Houstonu, je velké procento jeho výroby zaměřeno na olejářský a plynárenský průmysl, zejména v oblasti součástí vrtných souprav. Jedním z trvale běžících výrobních programů společnosti je výroba kroužků axiálních ložisek pro hlubinná kavitační čerpadla. Tyto součásti se vyrábějí v tisících každý týden, 24 hodin denně.
Nárůst automatizace
Ložiska se v současnosti hrubují na čtyřech soustruzích Doosan Puma, na nichž se původně provádělo hrubování i dokončování s obsluhou čtyřmi operátory. Tyto stroje, které jsou nyní rozděleny do dvou buněk s nakládáním/vykládáním robotem FANUC, slouží pouze pro hrubování. Tyto buňky patří k rannějším automatizačním projektům firmy. Před dokončovacím soustružením jsou tyto polodokončené součásti odesílány ke kalení na tvrdost HRC 65 do hloubky 1,7 mm.
"Naše výroba se ustálila na 800-1000 dílech denně v obou buňkách, což je 400-500 kusů na buňku." vysvětluje James Wardell. "Měli jsme jednoho operátora, který zakládal do strojů a kontroloval díly. Na správnost kontroly operátorem se však můžete spoléhat jen do přibližně tohoto objemu výroby a my jsme potřebovali vyšší kapacitu."
Proč Equator?
"V našem dalším kroku jsme koncipovali plně automatizovaný proces dokončování s automatickým zakládáním dílů, měřením po obrobení, automatickou kompenzací nástrojů, gravírováním dílů a jejich balením a paletizací," dodává. "Měli jsme opravdu dobré nápady pro prvky takového systému, s výjimkou měřicí technologie, typu CNC a softwaru pro kompenzaci nástrojů. Kontrola musí být rychlá, aby držela krok s dobou cyklu součástí, která činí pouhých 98 sekund. Původně jsme uvažovali o laserové kontrole bílým světlem, která je rychlá, ale naše součásti jsou příliš odrazivé. Také jsme se poohlíželi po jednoúčelových měřicích stanicích a dílenském souřadnicovém měřicím stroji. Měřicí stanice se ukázala jako velmi nákladná a vyžadovala by pečlivé nastavení. Souřadnicový měřicí stroj by byl pomalý. Během spolupráce se společností Renishaw na jiných projektech nás regionální manažerka Sheila Schermerhorn seznámila se systémem Equator jako možným řešením.
Pro naše výrobní provozy jsme nenašli jsme jiný, podobně efektivní měřicí nástroj, který by se vyrovnal Equatoru.
Conroe Machine (USA)
Nástroje a software pro řízení procesu
Equator je nízkonákladová a flexibilní alternativa pro kontrolní měření. Používá porovnávací metodu měření. Referenční díl o známých rozměrech, změřený na souřadnicovém měřicím stroji, slouží jako ‘master' a Equator porovnává měření produkovaných dílů s masterem. Opakovatelnost bezprostředně po masteringu je 0,002 mm. Pro kompenzaci změn teploty v dílenském prostředí lze systém Equator kdykoli remasterovat. Equator používá pro snímání a skenování dat skenovací sondu SP25 s rychlostí až 1000 bodů za sekundu. Doteky jsou uloženy ve výměnném zásobníku se šesti porty a systém se programuje pomocí softwaru Equator MODUS™. Equator lze obsluhovat ručně pomocí tlačítek, ale v tomto případě je ideálně vhodný pro integraci do automatizovaných systémů společnosti Conroe s automatizačním softwarem EZ-IO.
"Na počátku roku 2012 jsme navštívili den otevřených dveří u firmy Harteig, kde jsme viděli Equator v akci s dvouvřetenovým soustruhem Okuma," vypráví Wardell. "Kromě toho, že byla automatizace připravena pro součásti našeho typu, má dvoukanálový řídicí systém OSP na bázi Windows® otevřenou architekturu a počítačovou provozní platformu, což je pro náš plán vývoje vlastního kompenzačního softwaru důležité."
Equator v automatizované buňce
Wardell a Buck se pustili do instalace buňky se soustruhem Okuma 2SP-250H, jedním systémem Equator, gravírovacím strojem a 6osým robotem FANUC M20iA 6. Do dvoudílných karuselů soustruhů jsou v praxi zakládány polotovary, přibližně 300 kusů. Dva portálové zakladače soustruhu zásobují vřetena a hotové díly umísťují do skluzu vedoucího na dopravník pro odběr robotem. Robot díl umístí do kontrolního systému Equator a když vyhoví, přenese jej do gravírovacího stroje a následně dokončené díly balí a paletizuje.
"Vyvinuli jsme náš vlastní software pro kompenzaci nástrojů, který běží na řídicím systému OSP." dodává Wardell. "Tento software používá výsledky měření systému Equator, přenesené do CSV souboru, pro korekci nástroje, když se díl odchyluje od tolerance." Při obrábění se odebírá vrstva 0,38 mm na každé straně dílu s tolerancí ±0,025 mm na dokončení povrchu. Velikost dílů se pohybuje v rozsahu cca tři a šest palců vnějšího průměru. "Equator je schopen snadno měřit v rámci našich tolerancí s velkou rezervou," říká Wardell.



Řízení procesu
"Naše vnější i vnitřní průměry zůstávají neměnné, s odchylkou přibližně 5 mikronů na poloměru. Díly dávkujeme podle velikosti, takže výměny čelistí sklíčidla a dalšího nářadí jsou minimální. Rychlost systému Equator nám umožňuje snadno udržovat krok s procesem. Remasterujeme pouze jednou denně, protože naše dílna je klimatizovaná na 22°C.
Principy kontroly a automatizovaná flexibilita
Metodika měření součástí je překvapivě jednoduchá. "Vyrobíme hliníkový blok s dírou uprostřed, který umístíme do středu upínací desky systému Equator," vysvětluje Wardell. "Používáme jej pro stanovení středu a nastavení souřadného systému. Každý díl je umístěn do středu tohoto bloku. Sondou získáme střed dílu a potom skenujeme povrch pro všechno ostatní. Proces měření jsme naplánovali tak, aby pracoval bez upínání dílu nebo výměny doteku. Prostřednictvím automatizačního softwaru EZ-IO systému Equator robot zvolí, který měřicí program má spustit pro daný typ součásti. Víme, které kritické prvky máme měřit, abychom zajistili, že je součást v mezích tolerance."

Měření a třídění použitých dílů
Buňka pro tvrdé soustružení v současnosti vyrábí 600-700 dokončených dílů za den, takže v porovnání s dřívějškem je dnes zapotřebí pouze jedna. To nyní vedlo k následnému projektu zahrnujícího buňku pro třídění součástí pro zákazníky. Na základě konceptu navrženého Touchettem, Wardellem a Buckem se vyvíjí buňka pro měření a třídění použitých kroužků axiálních ložisek kavitačních čerpadel.
V servisních dílnách na ropných polích se použitá čerpadla rozeberou, renovují a vrátí zpět do služby. "Zákazník vizuálně zkontroloval použité kroužky kvůli stanovení, zda jsou znovu použitelné; věděl, že také vyhodil některé dobré díly - a tím i peníze." říká Wardell. "Chtěli jsme zákazníkům dát "plug-and-play" měřicí a třídicí systém, který vyřadí člověka z procesu posuzování, takže bude možné zachránit více dobrých kroužků."
Během psaní tohoto článku vývoj stále probíhal. Buck a Wardell sestavovali buňku tvořenou dvěma systémy Equator, 6osým robotem FANUC LRMate 200iC, několika linkami nízkoprofilových dopravníků, vizualizačním systémem FANUC iR a měničem ATI pro koncové nástroje robotu. Vizualizační systém sděluje systému Equator, které číslo dílu přichází a jaký měřicí program je třeba použít. Dobré díly jsou následně umístěny na příslušný dopravník a vadné díly na dopravník zmetků.
"Navrhovali jsme tento systém tak, aby byl dodán jako uživatelsky přátelská jednotka pro mechaniky v dílně. Stačí zapnout napájení a naložit součásti na dopravník," říká Buck.
„Pro naše výrobní buňky jsme nenašli jsme jiný, podobně efektivní měřicí nástroj, který by se vyrovnal systému Equator.“ "A doufáme, že naše sázka na integraci buněk pro zákazníky otevře naší společnosti nové podnikatelské možnosti."