Denna sida finns för närvarande inte på ditt språk. Du kan
översätta
den automatiskt
med Google Translate. Vi ansvarar inte för att tillhandahålla denna tjänst och
vi har inte kontrollerat översättningsresultaten.
Kontakta oss om du behöver ytterligare hjälp.
Machining capacity up 850% with just 80% more machines
Sewtec Automation, a world leading supplier of production and packaging systems for the fast moving consumer goods sector, has dramatically increased machining output by adding 5 new HAAS machine tools with Renishaw touch probes, and a new system of shift work.

“At the end of 2009 we had 6 CNC machine tools and did 140 hours of machining a week,” explains Bernard Meehan, Managing Director. “In July 2010, with 11 CNC machines, we have increased capacity to 1180 hours per week”. The new approach has included a substantial investment in HAAS vertical machining centres, which Sewtec insisted were supplied with the HAAS WIPS system (wireless intuitive probe system). As Mr Meehan explains “All machines are fitted with spindle and tool setting probes, because we have to keep the machines running, and the resultant cost savings directly affect the cash flow.”
Sewtec Automation has achieved what many companies in the Western world need to do – excel in a specialist field, with exceptional products and service. Mr Meehan, who combines the experience of a time-served engineer with a razor-sharp ability to analyse the numbers, continues, “Sewtec equipment is being installed across the world, into countries like China, Russia, Poland, the Netherlands, Belgium and Bulgaria, as well as many installations in the UK. Our customers, frequently international companies expanding into developing markets, want world-class standards of quality and reliability in their regional factories. With increased demand, and a change in the nature of the orders, we decided to change our approach to how we produce the machined parts.”
Instrumental in this change has been Jerry Elsy, Production Manager, who has a clear view about his role, “You have to understand that Sewtec is not about machining. Customers come to us for the quality of the finished machinery – how it is designed, how reliable it is, how it is assembled and installed. When it comes to machining the parts, local machining subcontractors have served us well for many years, still do, and still will. However, as business grew the opportunity to reduce costs was clear, and this is why we have moved towards most of our machining being done in-house.”
Previously it could take 1.5 hours to set a job that took 4.5 hours of machining; that was totally unacceptable. Now we can do the same set-up in 10 minutes, immediately freeing up 1 hour 20 minutes to cut more metal, which we make money on. This, along with the performance of the new HAAS machines and increased hours, is how we have increased the productive hours by 850%, but with only five more machines.
Sewtec Automation (UK)
Design for manufacture and value engineering
With the knowledge that the parts they design will mainly be manufactured in-house, Sewtec engineers can match the capabilities of their machines to how part features are specified. An important element of this is value engineering, a systematic method of maintaining the basic function of the part but reducing the costs by taking different approaches to manufacture. Design reviews are critical to controlling this process, preventing the chance of being blinded by the project on which the engineers are working.
The engineers are changing processes to reduce the number of machining operations, in an ideal world aiming to produce most parts using a ‘one-hit machining' process, while also addressing multiple parts at a time. Both of these require feedback from the spindle mounted Renishaw touch probes, enabling the machine to use its datum shift function and relate machining to previously machined features after indexing.
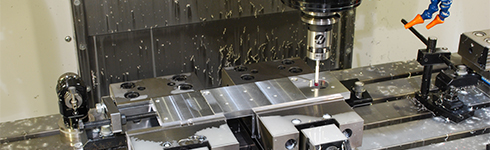
A good example is a ‘rod-eye' component, re-designed so it could be made in 3 ops, all on the same machine and with one set of fixturing. The raw billets of material are loaded in a matter of minutes, after which the Renishaw spindle mounted touch probe is used to find the position of the billet accurately and adjust the part offsets, to which the machining program refers. Once this op is finished the operator moves the part on to the next fixture, rotating it to address the next face. The touch probe then finds the position of the previously machined features, again adjusting the offsets – if this was not done accurately then the part could easily be scrapped, but by using the probe it is done in a few seconds.
As Jerry Elsy explains, “Previously it could take 1.5 hours to set a job that took 4.5 hours of machining; that was totally unacceptable. Now we can do the same set-up in 10 minutes, immediately freeing up 1 hour 20 minutes to cut more metal, which we make money on. This, along with the performance of the new HAAS machines and increased hours, is how we have increased the productive hours by 850%, but with only five more machines.”
Investments in Haas technology
Jerry Elsy continues, “We bought our first machine tools 15 years ago; 2 Bridgeport knee mills. Then we bought a Bridgeport VMC with spindle and tool setting probes. We then did a lot of research on other machines and HAAS machines stood out.” Sewtec now have 11 machine tools, of which 9 are from HAAS – a combination of VF2, VF3 and VF4 models, plus a VF9 for very large parts. “Now we've been using HAAS machines for a few years I have to say that the reliability and after sales service is excellent,” says Mr Elsy.
Moving towards un-manned production
Sewtec has decided to invest time in refining the set-up of its machines, with the intention of leaving them to run on their own as much as possible. With some important progress made towards this goal a skeleton night shift has been created, with 4 operators running between 8 and 10 machines, depending on the production needs. The spindle probes and tool setting probes are an important factor in enabling this.
The machining workforce is multi-skilled, with 9 skilled programmers working on the shop floor and about 75% of programming being done on the machines. This can mean that when there are multiple parts being made with automated processes the machines are over-manned and over-skilled, however retaining that skill is seen as very important, as Jerry Elsy explains, “You can't get that ability back easily; we have had problems recruiting in the past. We know that we need the flexibility that these programmers can offer, and actively encourage all our staff to feel involved in producing the final product. We've made Sewtec an attractive place to work, and in return we do not have a ‘closed shop' mentality.”
Taking advantage of the recession
Unlike many traditional engineering companies, business did not drop during the recession, giving Sewtec the chance to take on many good people who were being let go by other companies, including 3 new machine operators. Despite this growth, they have managed to retain the small company philosophy which is so important in taking a flexible approach and adapting constantly to changing demand.
Bernard Mehan sums up, “The approach taken in the machining operation means that the CNC machines are now a very low-risk element of what can be a high risk business. With very low scrap and efficient flexible processes we are well positioned to deliver full solutions to existing and new customers.”
About Sewtec
Sewtec was founded in Scotland to manufacture sewing machines but with the decline of the textile industry Bernard Meehan saw the potential of building production and packaging machines, as demand for consumer goods increased. From 14 employees in 1992, Sewtec now has 65 staff. Many of these are skilled engineers, with assembly staff also going to customer sites to install the equipment. Sewtec does all of its own design, build, PLC programming and installation.
Nearly 90% of machines are shipped overseas to customers producing and packaging a wide range of items, including confectionery, biscuits, tea, other food and consumer goods. 10 years ago it used to be that each machine was a one-off but now orders can also be for multiple machines. One customer has ordered 47 of one particular machine; the company's largest ever sale. UK and international companies want to be confident that they have the same high standard of equipment wherever goods are produced, so machines are often installed in both developed and developing countries, including China, Russia, Poland, the Netherlands, Belgium and Bulgaria.

