Kontrola turbínových lopatek o 50% rychlejší
Měření kritických rozměrů složitých velkosériových dílců může být složitá a časově náročná, zejména když je nutno kontrolovat 100% vyrobených dílců.
Ve společnosti Europea Microfusioni Aerospaziali – výrobci turbínových lopatek ve městě Morra De Sanctis poblíž Avellina, Itálie - se nyní provádějí tyto kontroly pomocí 5osé měřicí hlavy PH20 společnosti Renishaw. V porovnání s 3osým systémem se doba měření zkrátila až o 50%.
Pozadí
Europea Microfusioni Aerospaziali (EMA) je součástí skupiny Rolls-Royce Group, vedoucího světového výrobce pohonných systémů pro civilní i vojenská letadla, lodě, ponorky a turbín pro průmyslovou výrobu energie.
Společnost EMA, sídlící v Morra De Sanctis, je závod s plochou 20 000 m2, kde se vyrábějí statorové a rotorové lopatky ze speciálních slitin pro vysokotlaké, středotlaké a nízkotlaké stupně leteckých turbínových motorů, používaných jak v civilních, tak i ve vojenských aplikacích. Společnost také vyrábí lopatky průmyslových turbín pro výrobu elektrické energie.
Více než dvě třetiny produkce společnosti EMA směřuje k prestižním zákazníkům leteckého průmyslu v Itálii i na celém světě, včetně mateřské společnosti Rolls-Royce, AgustaWestland, Ansaldo Energia, Avio, Turbocare, Siemens a MAN. Přibližně 25% vojenských letadel na světě je vybaveno motory Rolls-Royce, z nichž mnohé používají výrobky EMA.

Zavedení měřicí hlavy Renishaw PH20 nám umožnilo významně snížit jak doby měření, tak počet výměn doteků během kontrolního cyklu. Použití softwaru MODUS™ také zkrátilo a optimalizovalo časy programování. Zvládli jsme zkrátit časy cyklu mezi 30 a 50% a v některých případech i více.
Europea Microfusioni Aerospaziali (Itálie)
Úkol
Lopatky turbín a leteckých motorů jsou vyrobeny se speciálních slitin, odolávajících velmi vysokým teplotám a tlakům. Jejich tvary jsou zpravidla velice složité kvůli dosažení maximální účinnosti, snížení námahy a únavy. A přesto jsou vyráběny jednou z nejstarších výrobních technologií lidstva: odléváním.
Společnost EMA vlastní široké spektrum dokonalých technologií pro mikroodlévání včetně těch, které při výrobě lopatek do slitiny kovů začleňují jednotlivé krystaly. Společnost se také specializuje na mikroodlévání metodou ztraceného vosku, které začíná výrobou voskového modelu získaného z kovových modelů.
Tyto voskové modely jsou následně potaženy keramickým materiálem, odolávajícím vysokým teplotám. Vosk se odstraní a keramická skořepina pak slouží jako forma pro super slitinu. Po ztuhnutí a vychladnutí projdou dílce tepelným zpracováním a dokončením; všechny součásti jsou kontrolovány na rozměrovou přesnost a strukturální celistvost pomocí ultrazvuku, RTG snímků a kapilární kontroly vad.
Navržení účinného procesu kontroly rozměrové přesnosti lopatek turbín a leteckých motorů je náročný úkol, vzhledem ke složité geometrii dílce a požadavku kontrolovat každou lopatku.
Řešení
Eng. Vittorio Caggiano, vedoucí kontroly kvality: “Museli jsme nalézt řešení, které by nám dovolilo zvýšit efektivitu rozměrové kontroly ve smyslu množství dílců měřených za jednotku času.”
Aby toho bylo dosaženo, musela se společnost rozhodnout buď pro investici do nového měřicího vybavení, nebo zkrátit dobu cyklu měření, tedy zvýšit kapacitu stávajícího měřicího vybavení ve firmě.
“Ještě před několika lety pracovaly naše CMM stroje se 3osými indexovatelnými hlavami PH10, které však mají určitá omezení z hlediska pohybu a doby výměny doteku.” říká ing. Caggiano. Tato omezení vyplývala ze složitosti dílců, což v každém měřicím cyklu vyžadovalo mnoho výměn doteku.
“Při hledání lepšího řešení jsme úzce spolupracovali s techniky společnosti Renishaw. Pro testy měření jsme také poslali naše součásti do závodu Renishaw v Turínu. Po těchto testech jsme usoudili, že nejlepším řešením bude investice do nové, flexibilnější a efektivnější 5osé měřicí hlavy PH20, jakož i do metrologického softwaru MODUS. Společnost Renishaw modernizovala naše stávající CMM stroje novými sondami a vytvořila padesát měřicích programů, které technici Renishaw SpA napsali během našeho školení.”
Výsledky
“Konečný výsledek je mimořádně uspokojivý,” dodává Maurizio Rullo, programátor CMM. “Zavedení měřicí hlavy Renishaw PH20 nám umožnilo významně snížit jak doby měření, tak počet výměn doteků během kontrolního cyklu. Použití softwaru MODUS také zkrátilo a optimalizovalo časy programování. Zvládli jsme zkrátit časy cyklu mezi 30 a 50% a v některých případech i více!”
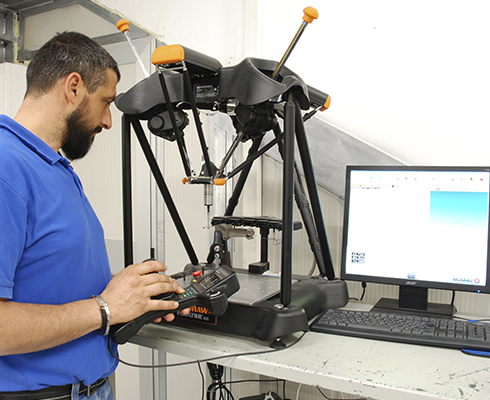
Společnost EMA rovněž investovala do flexibilního měřidla Renishaw Equator™, které umožňuje rychle a efektivně kontrolovat geometrii a tvar velkosériových součástí.
“Díky systému Renishaw Equator jsme byli schopni spojit všechny kontroly určitých součástí, které jsme dříve prováděli více kontrolními systémy. Výsledkem je významné zkrácení doby kontroly velkosériově vyráběných dílců ,” dodává pan Rullo.
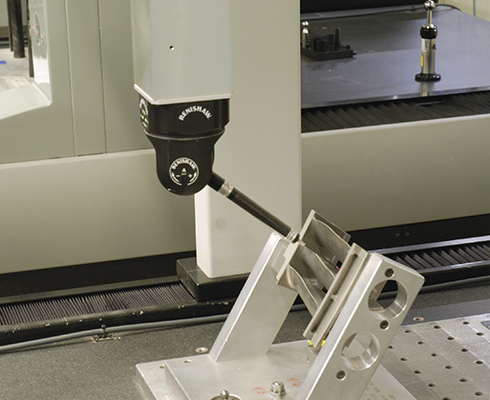
Renishaw PH20 a software MODUS
Jedinečné „doteky hlavy“ PH20 umožňují snímání měřicích bodů pouhým pohybem hlavy a ne konstrukcí CMM. Díky rychlému otáčivému pohybu hlavy jsou měřicí body nasnímány rychleji a s větší přesností a opakovatelností. Kromě toho pětiosý pohyb eliminuje dobu potřebnou k indexování hlavy.
Hlavice PH20 dokáže zapolohovat snímací dotek do jakékoliv polohy v celém měřicím rozsahu. Díky tomu může uživatel snímat měřený prvek vždy pod optimálním úhlem a omezit nutnost výměn měřicích doteků. Současný pohyb v 5 osách umožňuje optimalizovat prostor pro objíždění dílce a tím získat možnost měřit větší dílce než dříve. PH20 se automaticky vyrovná podle souřadnicového systému součásti, takže odpadá riziko kolize sondy s dílcem. Současně se snižují nároky na upínací přípravky a jejich cenu.
Jedinečná metoda „odvozené kalibrace“ vyvinutá pro PH20 určuje orientaci hlavy a polohu sondy v jediné operaci. Zkalibrovaná hlavice umožňuje měření v libovolném úhlu natočení hlavy.
Snímací hlava PH20 se dokáže automaticky vyrovnat se souřadným systémem obrobku: to zamezuje kolizím dotykového hrotu a vylučuje nutnost složitých upínacích přípravků.
Výjimečný systém rychlé kalibrace určuje orientaci hlavy a sondy v jediné operaci a umožňuje měření ze všech úhlů.
Metrologický software MODUS zjednodušuje složitá měření a programování měřicích cyklů. Software umožňuje off-line vývoj vyspělých programů přímo ze systému CAD, včetně simulace, detekce kolizí obrazovkových funkcí kontroly dráhy sondy. To umožňuje minimalizovat prostoje stroje; programy vstupující do stroje jsou připravené k použití a časy testování jsou zkráceny na minimum, nebo zcela odpadají.

Reprodukováno podle textu z Ernesto Imperio (Tecnologie Meccaniche)

