Navigation
UCC2 and UCC2-2 troubleshooting
To aid troubleshooting of the UCC2 system, five status LEDs are visible through the front panel of the UCC2.
LED | System status | Refer to section | ||||
|---|---|---|---|---|---|---|
Power on | System ready | Servo active | Probe seated | Error | ||
off | off | off | off | off | Power off | UCC2 power not switched ON |
on | off | off | off | off | Default start up condition | UCC2 power switched ON |
UCC2 power not switched ON
All LEDs OFF.
UCC2 power switched ON
Power on LED is lit.
If switch-on is successful the UCC2 proceeds to the initialisation/test sequence.
Initialisation / test
If the initialisation tests fail, then after about 15 seconds three LED configurations are possible, each indicating a different form of failure:
Power on | System ready | Servo active | Probe seated | Error |
|---|---|---|---|---|
On | Off | Off | Flashing slowly | Flashing fast |
On | Off | Off | Off | On |
On | Off | Off | Off | Off |
NOTE: These failures are not fixable at the customer's site - if any of these forms of failure are indicated the unit must be returned to your local Renishaw office.
NOTE: The state of all LEDs being off except ‘power on' is the normal switch-on state (as per "UCC2 power switched ON"); it only indicates failure if it remains like this beyond about 15 seconds.
Try switching the controller off, waiting about 10 seconds, then turning it on again. If the problem persists, the unit needs attention.
If initialisation tests are successful, the power on LED will remain lit and the error LED will start flashing. A slow flash (approximately 0.5 second period) indicates the system is ready for a download. A fast flash (approximately 0.2 second period) indicates the UCC2 is in its IP configured state (see "Configuration of IP addresses").
System file downloading
During system file downloading, the power on LED is lit and the error LED is slowly flashing.
If the system file download fails then the power on, error and system ready (flashing) LEDs will be lit. In this condition, the UCC2 waits for a system restart. Switch the controller off and after approximately 10 seconds switch it on again.
After a successful download the system is ready for use; the power on and system ready LEDs will be lit.
Servo active LED
When the servo drives are not active, the servo LED is off.
When the servo drives are active, the servo LED is on.
Probe seated LED
When the probe is not deflected (in the case of analogue contact probes, not deflected beyond the trigger threshold zone): probe seated LED is on.
When the probe is deflected: probe seated LED is off
Fatal faults
Some conditions can arise which mean that it is inadvisable or even dangerous to continue using the CMM servo system. These are known in this document, and in UCCassist-2, as ‘fatal’ faults, and are as follows.
- A report of the emergency stop switch being active
- Air pressure is too low
- Crash switch operated, if fitted
- A scale reading failure
- An indicated overspeed (calculated from the rate of change of position)
- Outer limit switch active
NOTE: That other faults (not classed as fatal) can prevent the CMMs operation. Refer to following sections.
Motors will not engage / re-engage
Symptoms
Either the servo drives will not engage when the controller has been sent the ‘engage' command, or the drives have disengaged automatically and will not re-engage.
Possible causes (or reported causes)
After switch on, before the system is allowed to engage, it must be configured for motion (i.e. the machine, servo and move parameters must be sent to the controller).Any of the “fatal faults” will prevent the system from engaging, in addition the following will disengage the servo motors.
- A reported failure from a servo power amplifier (amplifier feedback signal).
- The absence of the feedback signal from the motor contactor.
- The following list can also inhibit drive engagement or re-engagement.
- The probe being deflected
- Any outer limit switch being operated, or a soft limit exceeded.
- An active PICS STOP signal.
- Specifying the wrong probe type in the machine configuration, since open-circuit analogue probe inputs may eventually drift to an apparently ‘deflected' value.
Tests / cures
Check each of the above signals using the status flags returned to the host PC, and / or by confirming the values of the actual signals reaching the controller.UCCassist-2 can be used for further help with this by displaying the system status, the status bytes and the PICS signals.
The amplifier and motor contactor feedback signals can also be examined using the ‘input signals' window.
A PICS STOP signal may originate from an external accessory such as a probe head controller. If the external device is a Renishaw interface it will indicate it is asserting the PICS STOP by illuminating its own stop led but it may be necessary to remove the PICS connections to peripherals one by one to establish which one is responsible.
Remember, a PICS accessory may produce a STOP signal. Renicis can be used to find the condition causing this, which should then be removed.
Poor positioning accuracy
Symptoms
The CMM will not finish a move at the correct position. This may occur even if it had reported having reached the target position near the end of the move.
Possible causes, tests and cures
Power amplifier offset:Check this by engaging the servo drives with the position loop open and a zero speed demand and check that the machine does drift slowly. Use the power amplifier's offset adjustment to reduce the drift to a minimum. See the following paragraph on forces applied by the machine since it may be difficult to distinguish between these effects.
Forces applied by the machine:
Forces such as those caused by elastic deformation of a cable chain attached to an axis, or by gravity if the machine is imperfectly levelled or counter-balanced, will produce a position error which may vary with the machine's position. Correct the mechanical problem as necessary. Do not compensate by introducing a power amplifier offset to cancel the error.
High axis bearing friction:
Move the machine (manually) with the servo drives not energised to search for general or localised high friction. Alternatively, use UCCassist-2 to show the following error as the CMM is moved slowly. High friction will cause a larger following error. Adjust or repair the machine as necessary.
Too large a positioning tolerance:
This parameter, set by the ‘enter positional tolerance‘ command, defines the maximum allowed position error at the end of a move. Adjust if necessary, but note that if this is made too small for the CMM's servo capabilities, it will cause time-out failures during moves. See below!
Insufficient position loop gain:
If the machine has previously performed adequately this is unlikely to be the cause but during the tuning process, this problem could occur. If the position loop gain (defined as the axis proportional gain in the ‘servo configuration' command) is set too low, the machine may not be able to hold position accurately enough.
Insufficient position loop integration term:
The integration term in the servo position loop is set when the machine is commissioned to give the best compromise between long-term positioning accuracy and machine stability. If the machine has previously performed adequately, the cause is more probably due to some mechanical degradation.
Controller will not respond to host PC
Symptoms
All or some commands from the user's PC are not executed by the controller. See also the ‘Cannot start a move/scan‘ sections below.
Possible causes, tests, cures
If only some commands are ignored:- Check that the UCC2 is enabled for the type of commands you are sending. If you are sending scanning commands and the controller has not been licensed for scanning, then the commands will not be accepted.
- Some commands are not executed by the controller if it is preoccupied with a previous command. See the programmer's guide for information on individual commands and their handling. The controller state number (from the status bytes in the reply to the ‘position and status' command) will indicate whether it is able to execute that command at that time.
- Other commands are ignored if inappropriate for the current circumstances, e.g. asking for a peripheral's data when none is available.
If all commands are ignored:
- Send the ‘resync controller' command (#351). If this restores normal operation, the controller was in a locked state due to some internal malfunction. A possible cause is an incorrectly constructed command from the host PC to the controller. If the system is fully commissioned and is being controlled by proven user front-end software, consult the Renishaw support services. If the front-end software is not fully proven in service, the faulty command must be found.
- Send the reboot controller command (#335). If the front panel LEDs are now extinguished, except the ‘power on' and flashing error, download the controller program and reinitialise the controller.
- Power down the controller, wait at least 10 seconds and then power up again. Download the controller program and re-initialise the controller. If this restores normal operation the controller was in a locked state due to some internal malfunction. Proceed as described above.
- Check that the Ethernet cable between the host PC and the controller is in place and undamaged. Reconnect or replace as necessary.
If none of the above tests succeed in solving the problem then it is possible that there is a problem with the communication link between the host PC and the controller. Section 3 describes the IP configuration in detail but in the following sections there some additional checks outlined that you can make.
Seeing the IP address of a UCC2
Follow the procedure in "Configuration of IP addresses", but once you have seen the IP address of the device click on the ‘Exit' button.
Checking the IP address of the UCC2 with ping
You can check the IP address of a UCC2 either by running the IP configuration software, as described in "Configuration of IP addresses", or you can use the command-line utility ping. Ping tests connectivity, so as long as your UCC2 has an IP address and is either waiting for a download or the downloadable is running, you can check that you have a connection to it by pinging it. This is done as follows:1. Use ipconfig to ensure that your network adapter is not in the “Media disconnected” state:
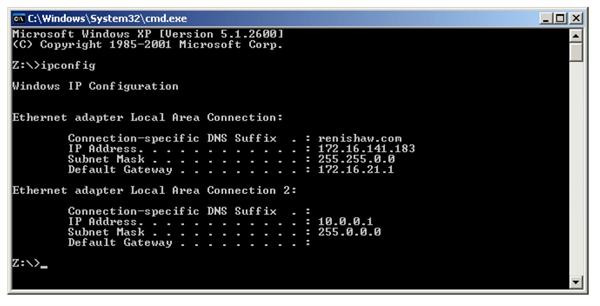
NOTE: The IP addresses displayed here are those on the PC.
2. Now ping the UCC2 using its IP address, e.g. if you think that the UCC2s IP address is 10.0.0.2, then a successful ping of it would look like this:
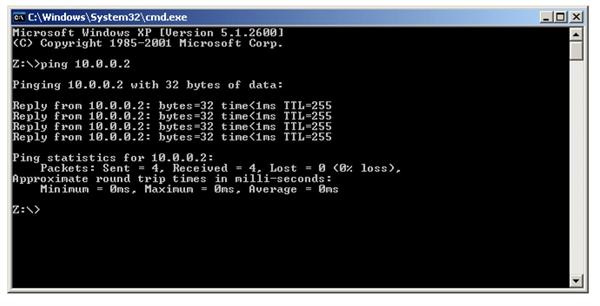
The parts which matter in the output are the replies and “0% loss”. If the UCC2 had a different address then the ping would have looked like the following:
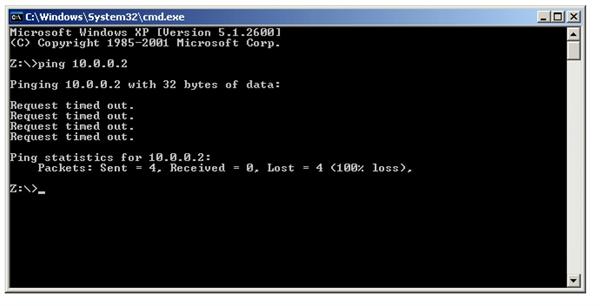
Notice the lack of replies and the “100% loss”.
You have to be slightly careful with ping because you can successfully ping yourself! The output of ipconfig (step 1) tells you which IP addresses are associated with your network adapters. Use this information to make sure that you are not pinging yourself and thinking that you have just confirmed your connection with a UCC2.
“IP configure” software fails to run
If the PC is using a VPN (virtual private network) software such as “check point”, it will be necessary to disable the use of this software for the network card dedicated for UCC use. This is carried out in ‘control panel’ / ‘network connections set-up page’.
NOTE: A reboot of the PC will be required before this change is implemented.
Motor stalling
Symptoms
The machine stops unexpectedly. The event should be reported as a fault by the user's program and may be identified as a stall on a specified axis. (The condition is reported to the application software by the controller's setting of one of the three ‘axis overdriven‘ flags in a status report).
Possible causes, tests, cures
- The problem may be due to unintentional contact between a moving part of the machine (not the probe's stylus) and some object. Correct as required, checking for correct CMM calibration if a serious impact occurred.
- Contact between cables or cable-chains and the machine structure may also be the cause, similarly lock-up may be due to cable creepage through clamps and limiting travel.
- Excessive friction can cause the problem due to a mechanical problem (low air pressure, contaminated bearings/ways, etc.). Drive the machine slowly past the suspect region to localise the problem area. Correct as required.
- Other factors may stop the machine such as the operation of limit switches, crash switches, air pressure switches, etc. These should be reported as such by the application software. If not, confirm the effect using Renicis and request more detailed error reporting from the application software.
Machine overspeed report
Symptoms
The event should be reported by the application software as an ‘overspeed‘ or similar wording.
(The condition is reported to the application software by the controller's setting of the ‘overspeed' flag in a status report.) The servo drives, if engaged, will be disengaged automatically by the controller.
Possible causes, tests, cures
- Machine movement by hand (with motors disengaged) at speeds higher than the limit set by ‘max move speed' times the ‘overspeed factor'. See the ‘move configuration' command. Avoid moving the machine too quickly by hand, or ensure that the application software suppresses this warning if the motors are disengaged, provided that it is unlikely that the machine can be moved so quickly that the controller counter circuit bandwidth limit is exceeded, see the ‘Specification' chapter of this manual.
- Very high apparent speed due to initialisation with improper values of maximum speed or scale increment, or incorrect velocity or position feedback signal polarities causing instability (normally only occurring if a machine configuration parameter is altered). See the sections in this manual on read-head connections and motor command signals. Correct the values/polarities as required.
- A scale reading failure can cause an apparent large change of position. This fault may also be reported as a ‘scale reading' failure, or an ‘overdriven‘ failure. Correct the scale reading problem, see below.
Scale reading (‘grating') failures
Symptoms
The machine will stop and disengage the servo drives. The event should be reported by the application software as a ‘scale reading fault' or similar wording. (The condition is reported to the application software by the controller's setting of the ‘scale reading failure' flag in a status report.) The readhead hardware may have reported an error condition, or the fault may be elsewhere.
Any errors detected on the readheads by the UCC are treated as fatal faults which cause the system to disengage. If this happens after the system has been homed it is possible that the scale error will have affected metrology. For this reason if the UCC detects a readhead error on any axis that has it's absolute datum set (i.e. after the CMM has been homed), the UCC will enter “permanent scale error” mode.
When the UCC enters a “permanent scale error” mode the following will happen:
- Any measuring datums will be lost, the UCC will revert to machine coordinates.
- On the front of the UCC the error LED will be on and the “system ready” LED will flash.
- If an MCU joystick is fitted the screen display will be locked to the following message:
SCALE ERROR(S)
Axis: X Y Z W Y2 *
UCC reboot required
* Actual readout will denote the axis / axes on which the scale error was detected.
- The system will be put into the disengaged state.
- It will not be possible to engage the system until the UCC has rebooted and no scale error is detected.
If a scale error occurs prior to absolute datum being set the system will still disengage with a fatal fault, but, it will be possible to recover by moving the axis so it is not in error and then reengaging. This allows the CMM system to be commissioned or fault found without the need to continually reboot.
Possible causes
On a new machine, the readhead cables may introduce too large a voltage drop. Check specification for heads and cable, see 'CMM readhead input connections'.
On a machine which has previously been operating correctly, the fault may be due to:
- Connector displacement or cable damage. Visually examine and then check by temporarily exchanging readheads with drives disabled, since the machine will be violently unstable if drives are engaged in that condition.
- Mechanical disturbance of the readhead; use the readhead LEDs to diagnose. Realign the head if necessary or replace the head if damaged.
- Damage or contamination of the scale. Clean or replace scale as required.
- Machine bearing damage causing head misalignment. Repair or adjust as needed.
- The supply voltage to the readheads may be below specification. Check applied voltage and calculate the voltage at the heads, comparing with manufacturers specification. See chapter 'CMM readhead input connections' and 'Electrical power requirements', Description of connector signals, CMM readhead input connections, for the electrical details of the cables and heads.
- The readhead could have detected an overspeed. Check the readheads are capable of supporting the maximum move speed setting.
NOTE: A scale error will cause the UCC2 to enter an error state. This is not recoverable within a metrology application environment. If a scale error occurs, it is now necessary to re-initialise the installation. This is because of the possibility of lost scale counts and therefore metrology being effected.
Timing out during moves or scans
Symptom
The CMM takes a long time to complete a commanded move. The event should be reported by the application software as a ‘move timeout fault' or similar wording. (The condition is reported to the application software by the controller's setting of the ‘time-out during move or scan‘ flag in a status report).
Possible causes, tests, cures
This is similar to the ‘poor positioning accuracy' fault described earlier in this chapter. In particular, the drive friction level and the positional tolerance setting are important factors.
Check that the friction levels have not deteriorated since the machine was commissioned.
The positioning tolerance defines the maximum allowed position error at the end of a move. If this is made too small for the CMMs servo capabilities, it will cause time-out failures during moves. Adjust it using the ‘Enter positional tolerance‘ command 308.
Cannot start a move
Symptom
The machine does not respond when given a move command. The controller returns either the ‘cannot start move' or the ‘illegal parameter' status flag with the normal ‘action complete' flag.
Possible causes, tests, cures
- The ‘illegal parameter‘ flag indicates that the move command may contain a parameter which is outside its acceptable range or is not logical. See the definition of the move command.
- The servo motors are not engaged, engage the motors, see above.
- Physical restraint of the CMM causing an immediate stall condition (e.g. unreported failure of the air supply to air bearings). Check CMM mobility, rectify as required.
- If a joystick unit is attached, the controller must be in DCC mode, not the manual joystick mode.
- The controller is not in ‘HOLD' state, e.g. it may be completing a previous command, or it may be in joystick mode and responding to a joystick deflection. Wait for the action complete flag from the previous command, or send an Abort command to ensure termination.
- The probe is open/deflected. Use the joystick “probe disable” switch or the ‘probe open override' (command number 310) to escape from the deflecting surface - remember to turn the override off afterwards.
- The probe is reported as ‘deflected' even when not in contact with a surface. Test/cure: check probe calibration – has the configuration changed since last qualification, if so correct and null the scanning probe with command number 288.
- All inner limit switches must be closed and the machine must be inside all soft limits, if these are enabled. limit switch operation can be over-ridden by use of command number 311.
- The analogue probe signal converter within the UCC2 reports an error. To resolve this problem the system must be rebooted.
Cannot start a scan
Symptom
When a scan command is sent to the controller, it does not begin the search for the part surface. If this process does not start it returns either the ‘cannot start move' or the ‘illegal parameter' status flag with the normal ‘action complete' flag.
Possible causes, tests, cures
- The ‘ illegal parameter ‘ flag indicates that the scan command may contain a parameter which is outside its acceptable range or is not logical. See the definition of the scan command.
- Check that none of the faults which would stop a move are present, see above, except that a scan CAN be started with the probe deflected.
- The absolute datum and master datum have not been set.
- The analogue probe has not been qualified
- In the case of 2D or 3D scans, the actual position at the point that the scan command is issued, is different from the specified position by more than the “positional tolerance” (see command 308). To resolve this problem, either ensure that the parameters are the same, or move to the correct start position.
- If the search for a surface starts but then stops the search distance is smaller than the gap between the starting point and the surface. To resolve this set a larger search distance for the scan.
- The UCC2 licence has not been upgraded to permit scanning